
工程能力分析とは?|Cpk/Ppkの使い分けやFMEAとの関連性など解説
- コラム
- リスクマネジメント
多くの製造現場では、管理図を用いて工程のばらつきを監視し、異常の早期発見に努めています。
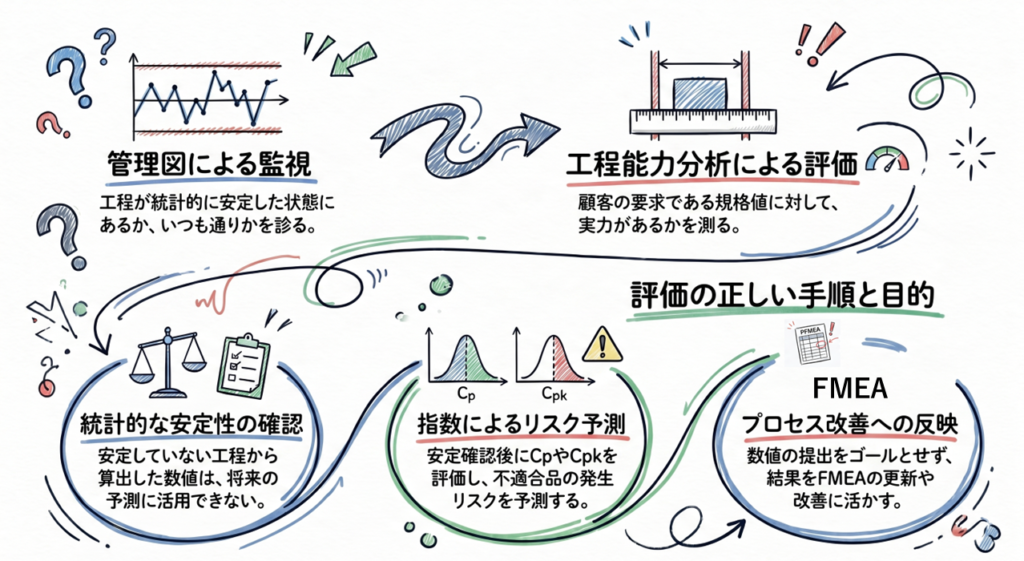
しかし、管理図によって工程が統計的に安定している、つまり、いつも通りの状態であると確認できただけでは、顧客要求や規格値を満足する製品を十分に製造できているかまでは保証できません。工程の安定性と、製品の品質が確保されているかどうかは、まったく別の概念だからです。
そこで今回は、製品の品質が確保されているかどうかを確かめるためのSPCの工程能力分析をご紹介します。工程能力分析は、IATF 16949の運用においても重要な役割を持ち、コアツールの一つでもあります。
IATF 16949が求める工程能力
IATF 16949では、不適合の発生を防ぐために、工程を安定させるだけでなく、その工程が顧客要求や規格値に対してどれほど十分な実力(工程能力)を持っているかを定量的に把握することが求められます。
実務における工程能力の活かし方
しかし、実際の業務においては、例えば Cpk≧1.33 という数値目標をクリアしているかどうかの合否判定だけで満足してしまっている状況が多く見受けられます。
つまり、顧客への提出や監査への対策として、工程能力の数値を算出すること自体が目的化してしまい、その結果を工程の根本的な改善や、FMEAにおけるリスク評価の更新へ活かせていないのです。
工程能力分析は数値の提出をゴールとするのではなく、工程の実力を上流(営業や設計、FMEA等)へフィードバックすることができれば、より効果を発揮します。
そして、工程能力分析はものづくりに携わっている技術者だけでなく、管理者や営業担当者を含む関係する全員が、自社の工程能力を把握しておくことで、顧客との交渉材料(コスト、納期、品質等)として活かすこともできます。
関連コラム:(近日公開)IATF 16949のコアツールとは|コアツール間の連携など解説
管理者や営業担当者も工程能力を把握すべき
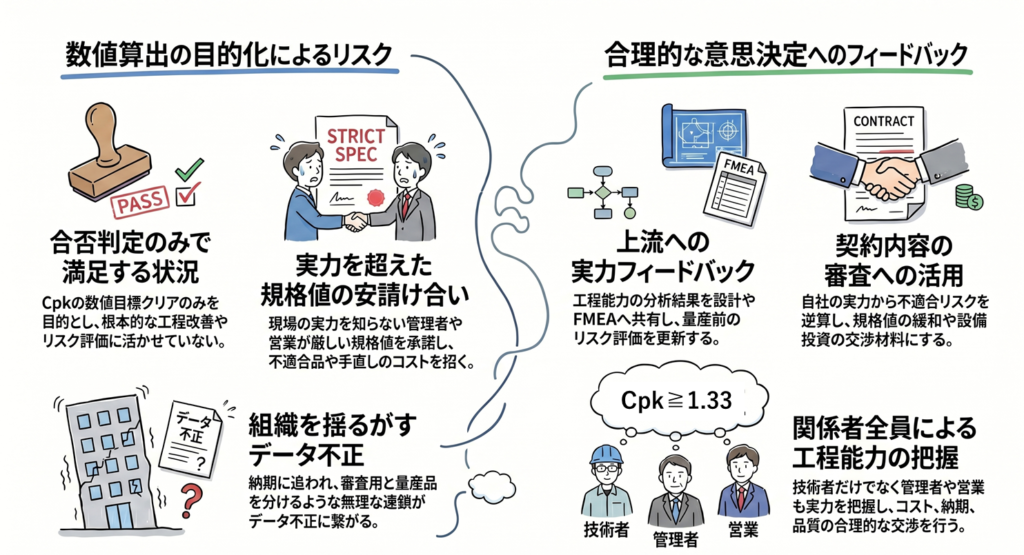
製造業における品質問題や、時に組織を揺るがすデータ不正問題は、「自社の本当の工程能力を知らない管理者や営業担当者が、実力を超えた厳しい規格値を安請け合いしてしまうこと」から始まることもあります。
自社の実力(分母)に対して、顧客の要求スペック(分子)が厳しすぎる契約をトップダウンや営業判断で結んでしまうと、以下のような状況に陥ることがあります。
- 量産段階で大量の不適合品が発生し、不要な全数検査や手直しでコストが垂れ流しになる。
- 納期に追われるあまり、公的機関や審査用だけ「特別なアプローチで作った別物の合格ロット」を用意し、実際の量産品はギリギリの状況で出荷せざるを得なくなる。
こうした無理な連鎖を防ぐための仕組みは、IATF 16949で重視される「契約内容の審査(要求事項のレビュー)」にも繋がるでしょう。
例えば、営業担当者が工程能力という概念を理解していれば、「このスペックでの受注は、自社の工程能力から逆算すると、量産でこれだけの不適合リスク(コスト)が発生する。規格値を緩和してもらうか、あるいは相応の開発・設備投資費用を上乗せした見積もりで交渉すべき」という、合理的な交渉が可能になります。
実際に、ある化学メーカーでは、営業担当者が自社の工程能力を把握して顧客と交渉し、無理のない適正な受注を目指しているというお話を伺い(目の前で工程能力の解析結果を見せていただきました)、深く感銘を受けたことがあります。工程能力の理解は、製造や品質保証部門だけでなく、営業部門にも求められるリテラシーと言えるでしょう。
管理図と工程能力分析の役割と連動性
実務において、管理図と工程能力分析はセットで運用されることが多いため、ここで、それぞれの役割と関係性を整理しておきます。
- 管理図の役割: 工程が統計的に安定した状態にあるかを監視する(いつも通りかを診る)
- 工程能力分析の役割: 工程のばらつきが、顧客の要求である規格値に対してどの程度余裕を持って収まっているか、つまり品質が確保されているかを評価する(実力があるかを測る)
正常に運用されている多くの工程では、管理図で安定確認ができていれば、工程能力も自然と規格値を満たしていることが多いものです。
しかし、ここで前提となるのは、将来の品質を予測するための工程能力指数(Cp/Cpk)を計算する場合、工程が統計的に安定した状態にない限り、その数値には意味がないという点です。
工程に異常原因が入り込んで不安定な状態にあると、データの分布そのものが不規則に変動してしまいます。そのような状態のデータから算出した工程能力指数(Cp/Cpk)は、過去データの記録に過ぎず、明日以降の品質や不適合品の発生リスクを予測する判断材料にはなりません。
まず管理図によって工程が安定しており、予測可能であることを確認した上で、工程能力指数(Cp/Cpk)を評価するという手順が大切です。
関連コラム:SPC(統計的工程管理)とは?|SQCとの違いや管理図のルールなど解説
工程能力分析の仕組み|CpとCpkの違い
工程能力を定量的に評価する指数には、CpとCpkの2つがあります。実務で正しく実力を見極めるためには、これら2つの指数が持つ意味の違いを理解する必要があります。
Cp(工程能力指数)の定義
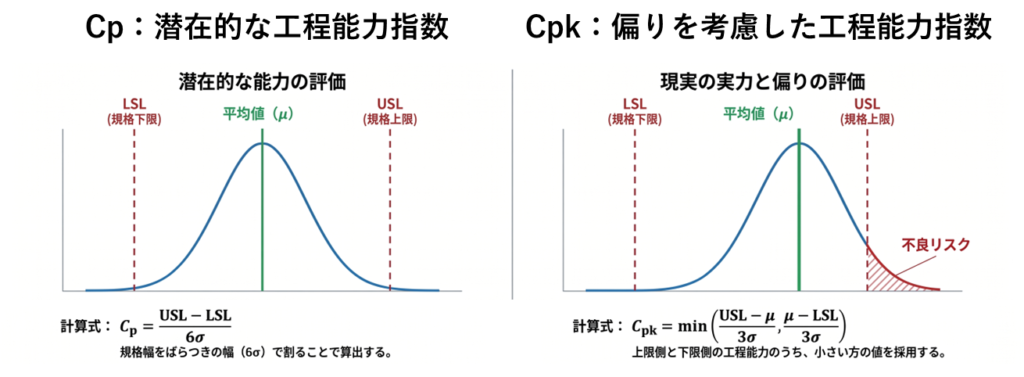
Cpは、工程が持つばらつきの幅が、顧客の指定した規格幅に対してどの程度収まっているかを表す指数です。
具体的には、規格の幅(上側規格限界 - 下側規格限界)を、工程のばらつき幅である6σ(標準偏差の6倍)で割ることで算出します。
この指数の特徴は、工程の平均値がどこにあるか、つまりデータの中心が規格の中心からどれだけズレているかを考慮しない点にあります。
そのため、Cpは「もし理想的な中心を狙い続けられたとしたら」という、その形状(ばらつきの小ささ)における潜在的な工程能力を示すものとして機能します。
Cpk(偏りを考慮した工程能力指数)の定義
実際の製造現場では、データの平均値が規格の中心にぴったり位置することは稀であり、多くの場合どちらか一方の規格線に偏って分布します。この平均値のズレ(偏り)を計算に組み込んだ指数がCpkです。
Cpkは、上側規格までの距離と、下側規格までの距離をそれぞれ計算し、余裕がない方の値(小さい方の値)をベースに算出します。実務において、不適合品の発生リスクをより正確に反映しているのは、この偏りを考慮したCpkです。
どれだけCpの値が良くても、設定ミスや摩耗によって中心値が片側に偏っていればCpkの値は低くなりますので、工程の実態に即した実力値を測ることができます。
なお、Cp/Cpkは、工程データが正規分布、もしくはほぼ正規分布に従っていることを前提としています。
Cp/Cpkにおける標準偏差の留意点
工程能力の計算で用いる標準偏差(σ)の推定値は、Excelなどで一般的に使われる標準偏差の計算式(STDEV関数等)とは異なりますので留意してください。
Cp/Cpkは潜在的な工程能力を評価するため、基本的には短い時間の中での純粋なばらつき(サブグループ内のばらつき)を基にして標準偏差を計算します。そのため、全体のデータから一括で計算した標準偏差をそのまま当てはめてしまうと、Cp/Cpkの値にはなりません。
自前で計算式を組む際は、どのばらつきに基づいた標準偏差を用いるべきかを専門書などで確認する必要があります。
このサブグループ内のばらつきと、全体のデータを一括して扱う全体のばらつきのどちらを用いるかによって、算出される指数の意味が大きく変わってきます。全体のばらつきを用いる方法については、次の工程性能指数(Pp/Ppk)にて解説します。
IATF 16949で重要となるPpとPpk(工程性能指数)
潜在的な工程能力(Cp/Cpk)と全体の工程性能(Pp/Ppk)
自動車業界だけでなく様々な製造業において、CpやCpkと並んで頻繁に使用され、かつ最も混同しやすいのがPpやPpkという工程性能指数です。
これら2つのグループは、計算の対象となるばらつきの種類が異なります。
なお、以下のサブグループという用語について、日本では「群」の方が馴染みがあるかもしれません。IATF 16949が参照しているAIAG(Automotive Industry Action Group:米国自動車工業会)のSPC参照マニュアルでは、サブグループ(subgroup)という言葉が使用されているため、この記事ではサブグループを使用します。
- 潜在的な工程能力(Cp/Cpk): サブグループ内のばらつきのみから計算される、工程が本来持っている潜在的な能力
- 全体の工程性能(Pp/Ppk): 日ごとの変化や材料ロットの違いなど、時間経過に伴うサブグループ間のばらつきも含めた、すべての変動を対象とした実際の性能
Cp/Cpkは、短い時間の中で発生する純粋な変動だけを見ているため、設備や条件が理想的な状態にあるときの潜在的な能力を示します。一方、Pp/Ppkは、生産中に避けられない様々な要因による変動をすべて含んだ実際の性能を示します。
ここで実務上重要となるのが、Cpkもまた、Ppkに対する潜在的な工程能力して機能するという視点です。
顧客が実際に受け取る製品の性能(Ppk)には、日々の気温変化やロット差などの様々な変動(サブグループ間の変動)が含まれています。しかし、改善活動によってこれらの日々の変動を極限まで抑え込み、工程を完全にコントロールされた状態(管理状態)に維持できれば、実際の性能であるPpkは、Cpkの能力へと近づいていきます。
つまりCpkは、平均値のズレを考慮した潜在的な指数であると同時に、日々の変動をすべて排除できた場合の、管理面における潜在的な工程能力(あるべき姿、技術力)という二面性を持っています。
よって例えば、量産時の実際の性能(Ppk)が、目指すべき潜在的な能力(Cpk)からどれだけ乖離しているかを評価するために、この2つの指数を使用することもできるでしょう。
なお、Pp/Ppkの標準偏差は、一般的な標準偏差を使って工程変動を推定しているため、工程が管理されているかどうか分からない場合でも利用できます。ただし、工程データが正規分布、もしくはほぼ正規分布に従っているという前提は工程能力(Cp/Cpk)と同様です。
試作段階と量産段階での目的と使い分け
IATF 16949を意識した実務においては、製品のライフサイクル(先行製品品質計画 APQP:Advanced Propduct Quality Planning)に応じてこれらの指数を使い分けることがあります。
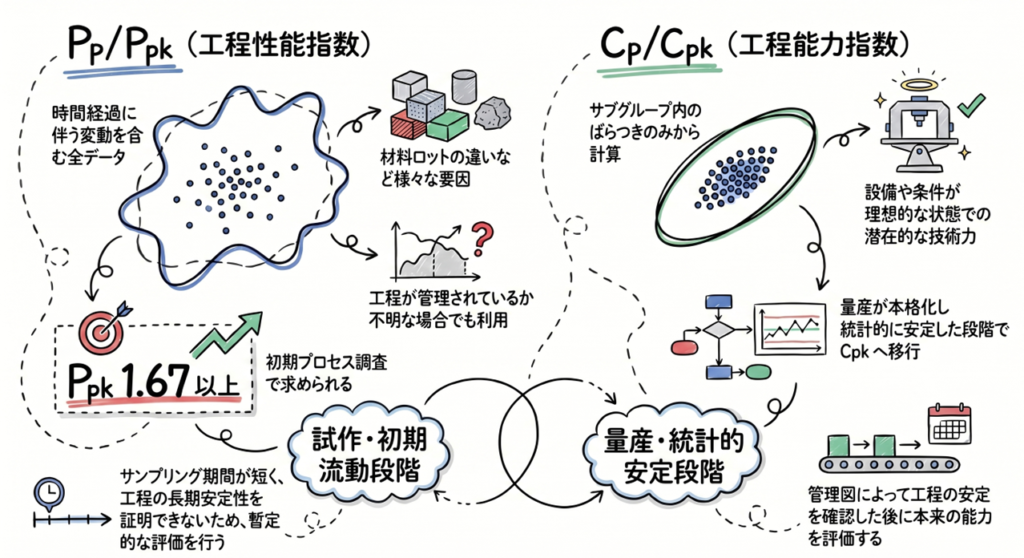
開発や試作、初期流動の段階では、まだ十分なサンプリング期間を確保できず、工程の長期的な安定性を証明することができません。
このような段階では、まず集まった全データを用いてPp/Ppkを算出し、暫定的な工程性能として要求を満たしているかを評価します。
IATF 16949の生産部品承認プロセス(PPAP:Process Part Approval Process)において、初期プロセス調査(初期工程能力調査)の段階でPpk≧1.67といった厳しい暫定基準が求められるのはこのためです。
その後、量産が本格化し、管理図によって工程が統計的に安定していることを確認できた段階で、Cpkを用いた本来の潜在的な工程能力の評価へと移行します。
工程の評価を行う際は、単純に指数の数値を追うのではなく、現在の工程がどのフェーズにあり、どちらのばらつきを評価すべきなのかを正しく見極めることが重要となります。
IATF 16949では、工程能力指数Cp/Cpkと工程性能指数Pp/Ppkについて、その標準偏差の計算式が異なるように、使い方や意味に違いがあります。1つの指数よりも、4つの指数を使う方が潜在的にも性能的にも工程の能力を正確に検討できますので、工程改善に用いる際は、すべての指数を考慮にいれて改善活動を進めるといいでしょう。
なぜCp/Cpk・Pp/Ppkを短期・長期と呼ぶべきではないのか?
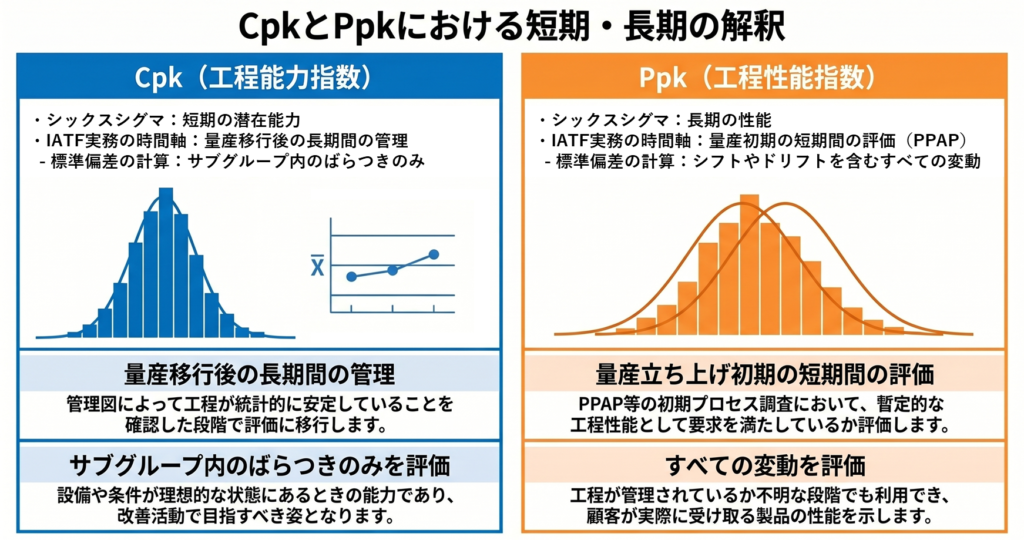
現場の実務、あるいはシックスシグマの文脈において、Cp/Cpkを短期、Pp/Ppkを長期と表現するケースがありますが、この表現の仕方はお勧めしません。
実際、一部のグローバル企業の品質規格書や工程能力分析に関するブログ等では、「瞬間的なサブグループ内のばらつきしか評価しないので、Cpkが短期」「シフトやドリフトを含む全変動を評価するので、Ppkが長期」と解説されていることがあります。
しかしこれは、IATF 16949(PPAP)における運用フェーズ、つまり「量産立ち上げ初期の短い期間にPpkを使い、量産移行後の長期間にわたる管理でCpkを使う」という時間軸とは、短期・長期のイメージが真逆になっています。
重要なのは短期か長期かではなく、サブグループ内のばらつき(Cp/Cpk)を使っているのか、すべての変動を含んだ全体のばらつき(Pp/Ppk)を使っているのか、というばらつきの種類を正しく理解し、使い分けることです。理屈が分かっていれば、量産移行後はCpkとPpkの両方を併記するということもできます。
工程能力指数 1.33や1.67の考え方
実務やIATF 16949において工程能力を評価する際、目標値として1.33や1.67という数値が広く使われています。
これらの数値が業界の標準的な基準となっている背景には、統計的な確率と品質管理における経済的な意味があります。
データが正規分布に従っている場合、指数が1.00であれば規格の幅とデータのばらつきの幅(±3σ)がちょうど一致している状態を意味します。
このときの規格外れ確率は片側で約0.135%です。しかし、自動車業界の厳しい品質要求においては、この水準では不十分とされます。目標値を1.33に引き上げると、規格の幅は±4σに相当する余裕を持つことになり、規格外れ確率は約66PPM(百万分の66)まで減少します(※注)。
さらに1.67まで高めると規格の幅は±5σに相当し、不適合品の発生確率は約0.54 PPMと、ほぼゼロに近い状態まで抑え込むことができます。
不適合品が発生したときの廃棄コストや後工程への流出リスクを考慮すると、あらかじめ工程にこれだけの余裕を持たせておくことが、経済的な観点からも合理的です。
なお、これらの数値と規格外となる確率の具体的な対応関係や片側規格における計算方法、非正規分布における工程能力分析の詳細については、以下の拙著「IATF 16949のための統計的品質管理」(日科技連出版社)でも解説していますので、実務での運用の参考にしてください。
(※注)一般的な解説サイト等では、目標値=1.33を分数(4/3)として計算した約63.4 PPMが引用されることが多いですが、本記事では統計的に厳密な数値を紹介しています。
工程能力の多角的な観察と評価
統計解析ソフトウェアを用いた実務の進め方
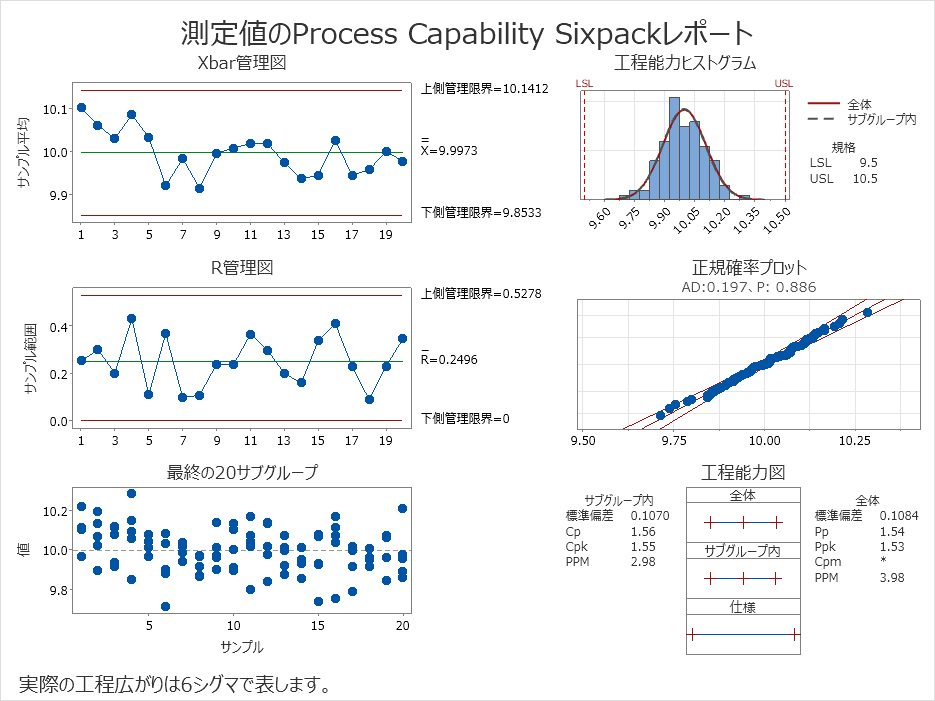
工程能力を評価する実務において、算出された指数(1.33等の数値)だけを確認して終わるのは適切ではありません。
数値の背後にあるデータの性質を正しく解釈しなければ、工程の本当の実態を見誤るリスクがあるからです。実務においては、統計学の知識を身に付けて、統計解析ソフトウェアを上手く活用し、複数のグラフや指数を揃えて多角的に観察、評価すべきです。
具体的には、まず管理図によって工程の安定性を再確認し、次に正規確率プロットを用いてデータが正規分布に従っているかを確かめます。さらにヒストグラムによって実際のデータの形状や規格値との位置関係を視覚的に観察した上で、最終的な工程能力の指数を総合的に評価します。
どれか一つの要素だけで判断するのではなく、これら複数の視点を組み合わせることで、算出された数値の信頼性が担保されます。
非正規データの取り扱い
実際の製造現場では、表面粗さや真円度のような片側規格の特性、あるいは工具の摩耗に伴って一方に偏るケースなど、工程データが正規分布に従わず、非正規分布になっている場合があります。
工程データが正規分布から外れているにもかかわらず、正規分布を前提とした計算式を適用すると、実態とはかけ離れた誤った工程能力の評価を出力してしまいます。
このような場合は、AIAGのSPC参照マニュアルでも紹介されているBox-Cox変換やJohnson変換などのデータ変換手法や、非正規分布へのあてはめを用いて、正しく観察、処理する手順を踏む必要があります。
【現地レポート】工程能力とFMEAによる4象限マトリックス|Pirelli社の管理思想
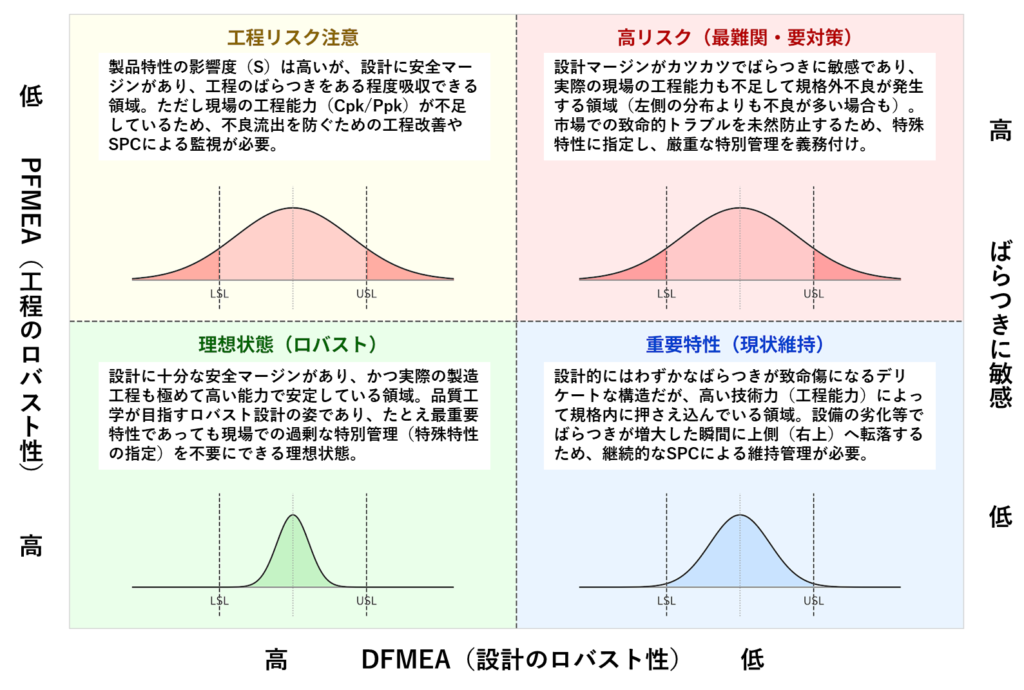
欧州のタイヤメーカーであるPirelli社では、製品設計段階のリスクであるDFMEA(製品特性)と、製造工程段階のリスクであるPFMEA(工程特性)を連携させたマトリックスを用いて、リスクマネジメントを行っています。
同社の取り組みは、FMEAの評価に工程能力(CpkやPpk)を考慮し、品質工学で用いられるロバスト設計の思想と結びついている点が大きな特徴です。
実際の運用においては、VDAガイドラインに準拠した特殊特性の管理を行っており 、独自のフィルタリングロジックによって機能の重要度だけでなく、設計のロバスト性や現実の工程能力(Cpk/Ppk)を評価し、真に管理が必要な特殊特性を絞り込んでいます。
この設計側が求めるロバスト性(DFMEA)と、製造工程が持つ現実のばらつきリスク(PFMEA)をマトリックス上で対比させることにより、エンジニアがどの工程に優先して関与すべきかを明確にする仕組みを構築しています。
同社独自で定義する工程の理想状態(ロバスト)は、マトリックスの左下に位置する、設計に十分な安全マージンがあり、工程のばらつきが極めて小さく、規格の中心に安定して収まっている状態です。
単純に不適合品を後工程の検査で取り除くのではなく、設計意図と製造の実力をマトリックスを通じて論理的に結びつけ、ばらつきを抑え込んだロバストな工程を作り上げるアプローチは、同社の高度な管理思想を体現しています。
実践:FMEA・コントロールプランへのフィードバック
工程能力分析では、数値の報告に留めたり、提出用の書類にまとめたりするだけで終わらせるのは、もったいないと言わざるを得ません。
品質マネジメントの上流工程であるFMEAやコントロールプランへとフィードバックさせることで、さらにその価値を発揮します。IATF 16949が求める継続的改善とは、この情報の循環の仕組みを指しています。
工程能力はコントロールプランの最適化へ直結
Pirelli社の事例で紹介した「FMEAによる4象限マトリックス」の中に現実の工程能力(CpkやPpk)をプロットしていくアプローチは、そのままコントロールプランの最適化へと直結します。
例えば、マトリックスの右下に位置する「重要特性(現状維持)」の領域は、設計マージンが狭くばらつきに敏感な構造であっても、製造側の高い技術力によって、量産工程のばらつきが非常に小さく、要求される工程能力を安定して満たしていることを表しています。
この場合、PFMEA(工程FMEA)における不適合の発生度を低く抑えることができ、コントロールプランについても過剰な検査を課すことなく、現在の良好な工程を「現状維持」して効率的に監視する判断が成り立ちます。これにより、限られたリソースを本当に危険な箇所へ集中させることが可能になります。
一方で、マトリックスの右上に位置する「高リスク(最難関・要対策)」の領域や、事前の想定に反して工程能力の目標値(1.33など)を下回ってしまった工程については、例えば、PFMEAの発生度(O)の点数を引き上げ、リスクを再評価する必要があるでしょう。
同時に、コントロールプランにおいて管理方法を見直し、サンプリング頻度を増やしたり、自動選別機能やインライン測定を追加したりといった、検知強化の対策を即座に反映させることになります。
フィードバック不全から品質マネジメントのDX化へ
しかし、実際の製造現場では、こうした工程能力が設計やFMEAへ全くフィードバックされず、それぞれが別個の数値や書類としてサイロ化しているケースが見受けられます。
「顧客要求や監査をクリアするためだけに後追いでCpkの報告書を作り、現場の工程能力と全く連動していないExcelのFMEAシートを保管しているだけ」という形骸化に悩む企業が多いのが実態です。
場合によっては、設計者はその製品の設計を行っているものの、実際の工程能力を知らないということもあるでしょう。これでは、せっかく集めた品質データも宝の持ち腐れとなってしまいます。
Excelによる個別の管理から、e1nsのようなソフトウェアで設計意図(DFMEA)や工程リスク(PFMEA)、コントロールプランを一元管理し、そこに現場の工程能力の解析結果を論理的に突き合わせて検証することで、個人の経験や勘に頼らない、組織的な品質マネジメントのDXと未然防止を達成することが可能になります。
よくある質問(FAQ)
SPCの工程能力分析を実務で運用、評価するにあたり、現場で直面しやすい代表的な疑問と解決策をQ&A形式でまとめました。
Q. 工程能力分析を行うには、最低限どのくらいのデータ数(サンプルサイズ)が必要ですか?
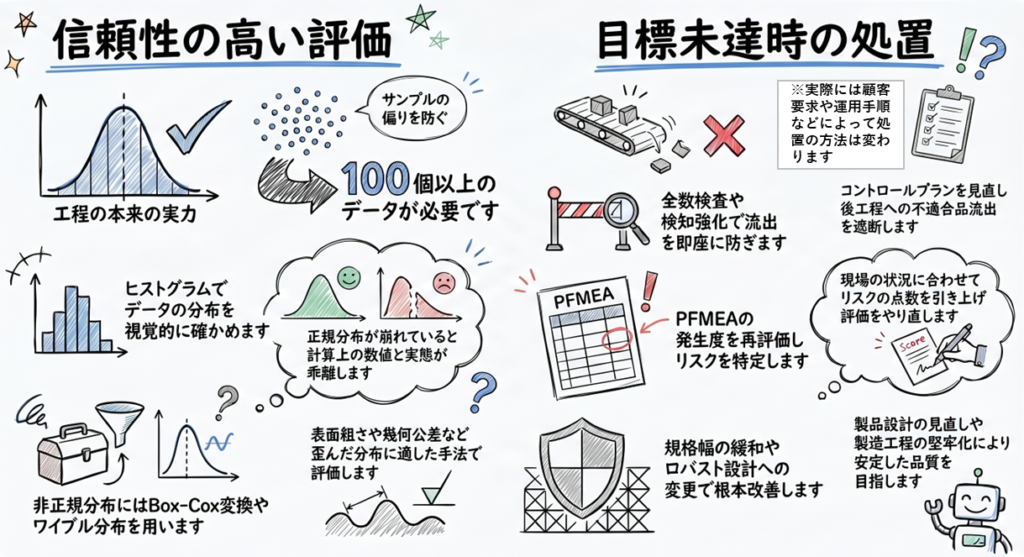
A. 信頼性の高い評価を行うためには、一般に100個以上のデータが推奨されます。
データ数(サンプルサイズ)が少なすぎると、サンプルの偏りによって計算されるCp/Cpkの値が大きく変動し、工程の本来の実力を見誤るリスクが高まるためです。
ただし、開発初期や試作段階などサンプルの確保が難しい場合は、暫定評価として、最低30個以上を目安に工程データを集め、工程が管理状態にあるか分からない段階でも使用できる工程性能指数(Pp/Ppk)を用いて評価することになります。この場合、工程性能指数(Pp/Ppk)の信頼区間についても評価しておくといいでしょう。
なお、工程データについて正規分布を仮定するのかそうでないのかについては、十分に留意してください。
Q. Cpkが1.33以上をクリアしているのに、実際の量産で不適合品が発生してしまうのはなぜですか?
A. データの正規性が崩れているか、サンプリングの期間が短すぎて長期的な変動を捉えきれていない可能性が考えられます。
データが正規分布に従っていないのに正規分布を前提とした計算式をそのまま適用すると、計算上は安全に見えても分布の裾野で規格外れが発生します。
また、短時間のデータのみから算出したCp/Cpkは、日ごとの材料ロットの変動や工具摩耗の影響を含んでいません。ヒストグラムの形状を視覚的に確かめ、すべてのばらつきを含むPp/Ppkも併せて確認する必要があります。
Q. 表面粗さや幾何公差など、データが正規分布に従わない場合はどう計算すればよいですか?
A. データを正規分布に近づける変換処理を行うか、非正規分布モデルに直接あてはめて算出します。
表面粗さや真円度、位置度などの測定値が、ゼロ付近や片側の規格値に片寄った歪んだ分布(非正規分布)になっている場合、正規分布を前提とした従来のCp/Cpkをそのまま適用することはできません。
実務では、AIAGのSPC参照マニュアルにも紹介されているBox-Cox変換(Cp/Cpk, Pp/Ppkの評価が可能)やJohnson変換(Pp/Ppkのみ評価が可能)といった手法でデータを変換処理するか、あるいは対数正規分布やワイブル分布などの適切な非正規分布を工程データにあてはめることで、工程性能指数(Pp/Ppk)を評価することになります。
Q. 工程能力(Cpk)が目標値の1.33に未達の場合、どのような処置をとるべきですか?
A. コントロールプランを見直して検知強化の暫定処置を行い、不適合品の流出を防ぎながら根本改善を進めます。
顧客要求や運用手順によって取るべき処置は異なりますが、工程能力(Cpk)が目標値の1.33に未達の場合、全数検査の実施などによって後工程への流出を防ぐことになるでしょう。その上で、例えば、PFMEAの発生度(O)の点数を引き上げ、リスクを再評価します。
そして、製品設計の変更による規格幅の緩和や設計マージンの見直し、あるいは製造工程におけるばらつきの抑制といった根本的な改善活動へ繋げていく必要があります。
まとめ
今回は、IATF 16949のコアツールの一つ、そして日々の品質マネジメントにおいて不可欠なSPCの工程能力分析について、管理図との役割の違いや工程能力指数(Cp/Cpk)と工程性能指数(Pp/Ppk)との使い分け、さらにはFMEAやコントロールプランへの連携までを含めて解説しました。
工程能力分析は、1.33や1.67といった数値目標をクリアしたかどうかの合否判定を行うためだけのツールではありません。工程の実力を正確に把握し、それを設計やリスク評価の上流へフィードバックして、ばらつきに強いロバストな設計や工程を作り上げることを目指すべきです。
工程能力分析はものづくりに携わっている技術者だけでなく、営業担当者や管理者を含む関係する全員が、自社の工程能力を把握しておくことで、顧客との交渉材料(コスト、納期、品質等)として活かすこともできます。
そのためには、工程能力の数値を算出するだけでなく、統計学やSPCについて正しい知識を身に付けるための教育を行い、専用のソフトウェアを上手く活用してヒストグラムや確率プロット等を多角的に観察することも重要となります。
そして、得られたSPCの知見をFMEAやコントロールプランの更新に繋げ、組織の知的資産として循環させるデータドリブンを継続することで、製造現場の競争力を高めることができるでしょう。
参考文献
- SPC参照マニュアル 第2版
- IATF 16949のための統計的品質管理、内田治[編著]
FMEAを組織の品質ナレッジへ
構造計画研究所は、設計・製造の情報連携を基盤とした品質のデジタルアセット形成、FMEAや統計的品質管理などをトータルに、最適なソフトウェア・ツールとともにご支援。
IATF 16949をはじめとした様々な国際規格で要求されるグローバル基準の不具合未然防止と継続的改善を目指すお客様をサポートしております。
グローバルレベルの品質マネジメントシステム「e1ns(アインス)」の詳細を見る

著者紹介
[S.Y]
株式会社構造計画研究所 品質安全デザイン室
著書:『IATF 16949のための統計的品質管理』(日科学技連出版社)他。
IATF 16949認証取得のための運用支援や、FMEA、統計的品質管理のコンサルティング・教育に従事。
現場のデータ活用とQMS(品質マネジメントシステム)のDX化を専門とする。