
IATF 16949のコアツールとは|コアツール間の連携など解説
- コラム
- リスクマネジメント
自動車産業の国際的な品質マネジメント規格であるIATF 16949において、コアツールは不適合の未然防止と継続的改善を達成するための具体的な手法として位置づけられています。顧客の要求事項や規格を満たすだけでなく、客観的なデータに基づいて合理的な意思決定を行うためにこれらのツールを活用することが求められます。
コアツールの大きな変更点として、従来はAPQP(先行製品品質計画)の一部として扱われることの多かったコントロールプラン(CP)が、2024年3月にAIAG(Automotive Industry Action Group:米国自動車工業会)によって独立したマニュアルとして発行され、コアツールは6項目に再定義されました。
これにより、設計の意図(DFMEA)や工程のリスク評価(PFMEA)を製造現場での具体的な管理手順へとつなぐコントロールプラン(CP)の役割がこれまで以上に重視されるようになっています。
そしてIATF 16949のコアツールや考え方は、航空宇宙、半導体、電子部品、医療機器など、高い信頼性が求められる分野でも採用が進んでいます。
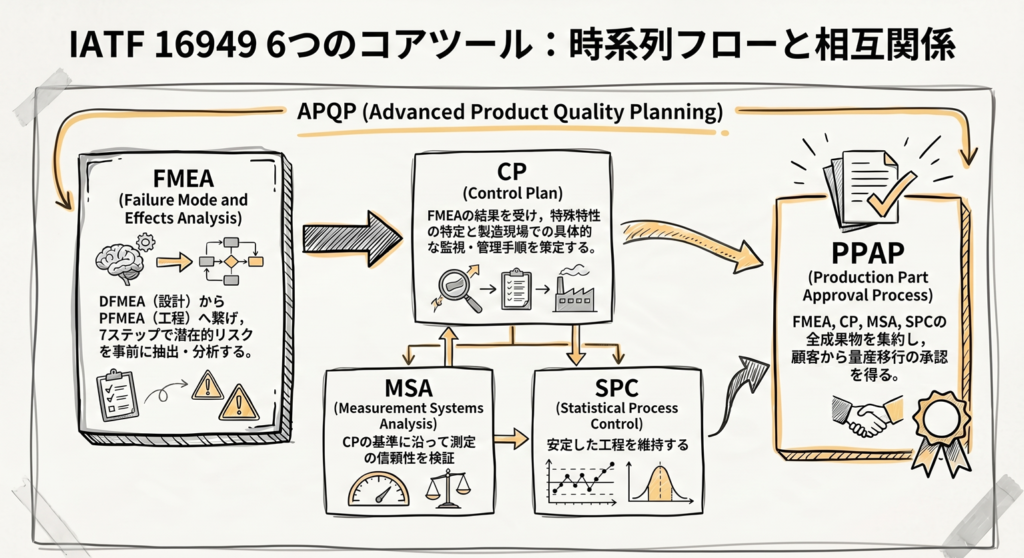
IATF 16949のコアツール6項目|種類と役割
各コアツールは独立して存在するのではなく、開発から量産、そして市場フィードバックに至る品質づくりの流れの中でそれぞれが論理的に連携しています。単純に帳票(Excel)の作成手順として理解するのではなく、全体プロセスにおける情報のつながりを把握することが実務上の成果や品質マネジメントシステムのDX化につながります。
APQP(Advanced Product Quality Planning:先行製品品質計画)
APQPは、製品の企画段階から量産移行後の安定製造に至るまでの開発プロセス全体を管理するための枠組みです。
進捗を複数のフェーズに区切り、各段階で実施すべき活動や提出すべきアウトプットを明確にするプロジェクト管理の役割を持っています。他のコアツールはすべてこのAPQPのスケジュールに沿って実施され、開発の遅延や手戻りを防ぐための共通手順として機能します。
FMEA(Failure Mode and Effects Analysis:故障モード影響解析)
FMEAは、設計や製造工程に潜む不具合のリスクを量産前に抽出し、事前の対策を講じるための体系的なリスク分析手法です。
製品設計を対象とするDFMEAと、製造工程を対象とするPFMEAに分かれます。
最新のAIAG-VDA 統合FMEAでは、構造解析や機能解析を経て故障の因果関係をネットワーク化する7ステップの手順が定められており、リスク評価にはアクション優先度(AP)のロジックが用いられます。
関連コラム:FMEA(故障モード影響解析)とは?
関連コラム:AIAG-VDA 統合FMEAとは?|従来FMEAとの違いと実務への影響を解説
CP(Control Plan:コントロールプラン)
コントロールプランは、製造工程の各ステップにおいて、どの品質特性を、どのような頻度や方法で測定・監視するのかを一覧にまとめた管理計画書です。
法規あるいは後述するFMEAによるリスク分析の結果を受けて特定された特殊特性や、製造において維持すべき工程の重要特性を現場の作業に落とし込む役割を持ちます。SPC(管理図、工程能力分析)やMSA(測定システム解析)の評価手順とも直結する重要文書です。
MSA(Measurement Systems Analysis:測定システム解析)
MSAは、SPCなどで使用する工程データがそもそも信用できるものであるかを検証するために、測定器や測定者、測定方法を含めた測定システム全体のばらつきを統計的に評価する手法です。
校正のような静的な確認だけでなく、実際の測定環境における偏り、直線性、安定性のほか、繰り返し性や再現性(ゲージR&R)といった動的な特性を評価し、誤判定のリスクを管理します。なお、MSAには計量値と計数値の2種類がありますが、こちらにあげた5つの特性は計量値になります。
関連コラム:MSA(測定システム解析)とは?|5つのばらつき特性やFMEAへのフィードバックなど解説
SPC(Statistical Process Control:統計的工程管理)
SPCは、製造工程から得られる工程データを統計的に処理し、工程がいつも通り安定して動いているかを監視・評価する手法です。
実務においては、時系列データの動きから異常の兆候を検知する管理図の運用と、工程のばらつきが顧客要求や自社規格に対してどの程度余裕を持っているかを定量化する工程能力分析(Cp/Cpk、Pp/Ppk)の2つの側面から構成されます。
関連コラム:SPC(統計的工程管理)とは?|SQCとの違いや管理図のルールなど解説
関連コラム:工程能力分析とは?|Cpk/Ppkの使い分けやFMEAとの関連性など解説
PPAP(Production Part Approval Process:生産部品承認プロセス)
PPAPは、量産を開始する前に、自社の製造工程が顧客の要求仕様を満たす製品を安定して製造できる実力を持っているかを顧客に対して証明し、承認を得るための手続きです。多くの場合、顧客が指定するフォーマットに沿って書類を提出しています。
PPAPは、APQPのプロセスを通じた設計・工程の検証結果、FMEA、コントロールプラン、SPC/MSAなどのアウトプットを、信頼性の高い根拠としてパッケージ化して提示する役割を持ちます。
コアツール間の連携|品質マネジメントシステムのDX化
各コアツールは独立した帳票、あるいは顧客が指定するフォーマットとして個別に作成・保管するものではなく、開発プロセスの進行に伴ってデータが論理的につながる一連の管理システムを構成すべきです。
つまり、Excelや様々な文書に保存している品質情報を帳票やフォーマットに合わせて手作業で転記するのではなく、共通のデータは一元管理しておいて、顧客要求や故障モード等に合わせて品質情報が反映されることが理想であり、これが本来あるべき品質マネジメントシステムです。
ここでは、各ツールの具体的な関係性と品質情報の流れについて整理します。
設計・開発段階におけるリスク分析のつながり(FMEAとDRBFM)
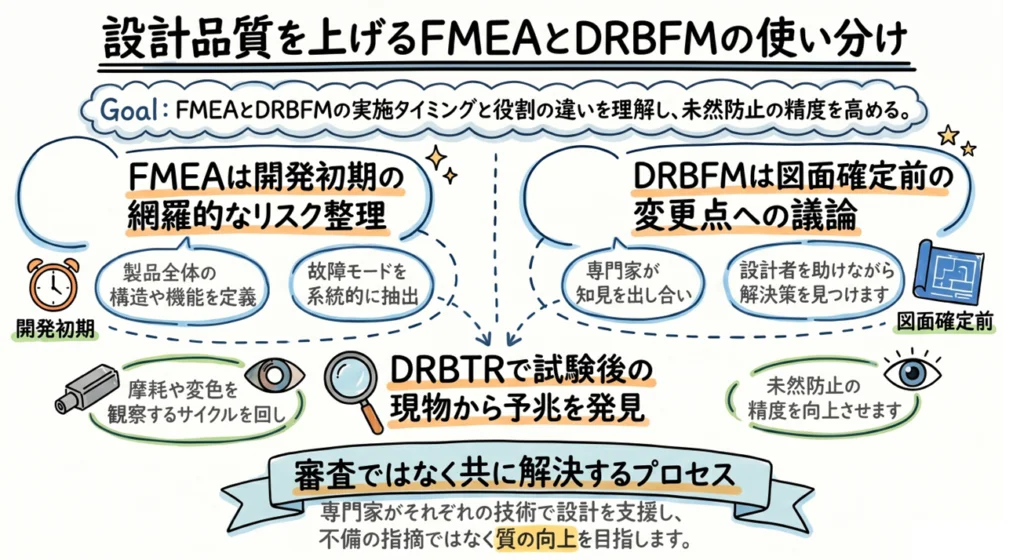
DRBFMはIATF 16949の定義するコアツールではありませんが、日本国内ではトヨタ自動車が提唱した未然防止手法として自動車業界を中心に定着しており、実務においてはFMEAと並んで欠かせない活動となっています。
コアツールであるFMEAが製品全体の構造や機能、故障モードをボトムアップで網羅的に解析し、設計基準を整理・蓄積するためのものであるのに対し、DRBFMは意図的な変更点や使用環境の変化点に起因する固有のリスクを集中的に深掘りする手法です。
開発初期にDFMEAによって製品全体の構造と機能を定義して網羅的なリスク基準を明確にし、その基準をベースにしながら、今回の開発で新しく変えた箇所が既存の部品や機能にどのような影響を及ぼすかをDRBFMによって検証します。
これらのリスク分析を個別のエクセルファイルでバラバラに管理するのではなく、同一の製品構造(データベース)に紐付けて一元管理する体制を整えることで、活動の効率は向上します。
DRBFMでの議論を通じて得られた新しい心配点や有効な対策が、データの不整合を起こすことなく大元のFMEAへと還流され、情報の更新漏れや属人化を防ぐことが可能になります。
さらに、図面を見て議論するだけでなく、試験を終えた現物を観察して摩耗や変色などの予兆から新たな懸念を見つけるDRBTR(Design Review Based on Test Results)までをサイクルとして回すことが、未然防止の精度を高めます。
なぜその設計を懸念し、どのような論理で対策を打ったのかというベテランの思考プロセスを蓄積していくことは、若手エンジニアの育成や組織全体の品質マネジメント力を高めるためにも有効な手順となるでしょう。
関連コラム:DRBFMとは?不具合の未然防止を仕組み化する|FMEAとの使い分けと実務のポイント
製品設計から工程設計、管理計画へ展開(DFMEA、PFMEA、コントロールプラン)
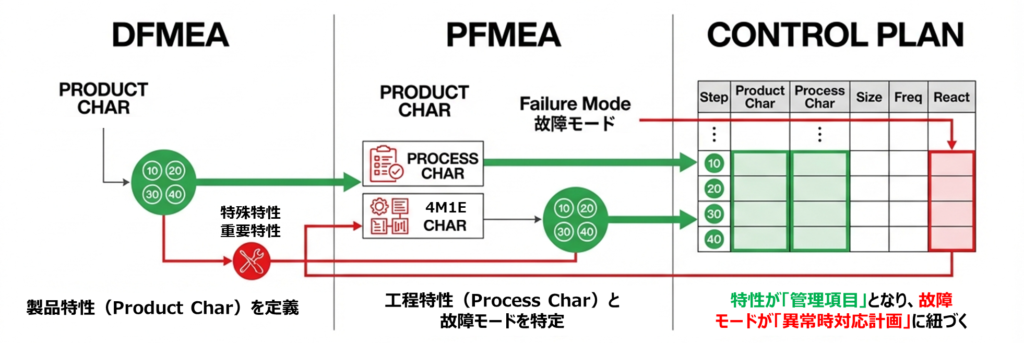
設計段階から製造工程の検討段階へと移行する際、DFMEA(設計FMEA)で分析された製品特性や故障モードの情報は、そのままPFMEA(工程FMEA)へと引き継がれます。PFMEAでは、具体的な製造工程のステップごとに、4M1E(人、機械、材料、方法、環境)の要因が製品特性に与える影響や、作業上のリスクを詳細に分析します。
このPFMEAによるリスク分析結果が、最終的な管理計画書であるコントロールプランへと直接展開されます。
上図に示すように、DFMEAやPFMEAで特定された特殊特性や重要特性が、そのままコントロールプランの管理項目として定義されます。
さらに、FMEAで想定された故障モードや原因分析は、コントロールプランにおける測定・監視方法や、異常が発生した際の対応手順(異常時対応計画)を定めるための論理的な根拠となります。
図解のポイント(赤い矢印)とExcelの限界
コントロールプランの右端にある異常時対応計画(React)から、4M1Eの管理項目へと赤い矢印がフィードバックしている点に注目してください。
異常時対応計画は、不良品を検出して選別する手順を定めるだけの文書ではありません。PFMEAで想定した故障モードの発生やその予兆を検知した際、速やかにその原因である4M1Eのプロセス要素へと介入し、工程を正常な状態に復帰させるための是正処置としての役割を持ちます。
しかし、Excelを用いた従来の文書管理では、情報の更新漏れや版管理の問題があり、このフィードバックループを維持することは困難でしょう。このような循環は、品質マネジメントシステムをDX化(一元的なデータベース化)しておくことによって実行可能になるのです。
この異常検知を起点とした上流へのフィードバックの具体的な循環については、後述の「異常発生時における情報の還流サイクル」でも解説します。
関連コラム:AIAG-VDA 統合FMEAとは?|従来FMEAとの違いと実務への影響を解説
データの信頼性確保と工程の実力評価(MSA、SPC、コントロールプラン、FMEA)
コントロールプランに定められた管理項目に基づいて工程データを収集し、工程を維持・改善していく段階では、測定手法とデータ解析ツールの適切な連動が必要になります。
製造工程で測定して得られる工程データの信頼性を検証するため、MSA(測定システム解析)を実施します。
計量値データにおいては、偏り、直線性、安定性といった正確度の評価に加えて、ゲージR&Rによって繰り返し性や再現性の精度を確認し、測定システムのばらつきを許容基準以下になっているかどうかを確認します。
このMSAの分析結果は、FMEAにおける予防管理(PC)や検出管理(DC)の確からしさを保証する統計的エビデンスとしてフィードバックされます。
技術的あるいはコストの制約によって測定ばらつきを許容基準以下に抑え込めない場合には、FMEA上のリスク評価(AP:アクション優先度)を見直した上で、コントロールプランにおけるサンプリング頻度の暫定的な増加や代替測定によるダブルチェックの手順へと現実的な解決策を落とし込みます。
MSAによってデータの正当性が確認された後、そのデータを用いてSPC(統計的工程管理)による評価を行います。
製品のライフサイクルにおける初期の試作・立ち上げ段階(PPAPの初期プロセス調査)では、長期間の安定性を確認できないため、収集したすべてのデータからPp/Ppk(工程性能指数)を算出して暫定的な性能評価を行います。
その後、量産が本格化し、時系列の変化を監視する管理図によって工程が統計的安定状態(偶然原因によるばらつきのみの状態)にあることを確認した段階で、将来の不適合発生リスクを予測するためのCp/Cpk(工程能力指数)の評価へと移行します。
関連コラム:MSA(測定システム解析)とは?|5つのばらつき特性やFMEAへのフィードバックなど解説
異常発生時における情報の還流サイクル(SPC、コントロールプラン、FMEA)
量産工程において、SPCの管理図の打点が管理限界を逸脱したり、連や傾向などの異常判定ルールに抵触したりした場合は、コントロールプランの異常時対応計画に従って速やかに製品の隔離や原因の調査を実施します。
特定された異常の原因が工具の破損や作業手順の逸脱など、事前のFMEAで想定されていた範囲であれば、対策を講じて工程を安定状態に戻します。異常原因Yに対し、それに影響を与える因子Xのデータが取れるのであれば、実験計画法や多変量解析によってその関係性を明らかにする手段も取れるでしょう。
しかし、発生した事象が事前のリスク評価で想定していなかった内容であった場合、あるいは想定以上に発生頻度が高い場合は、既存のFMEAへと立ち戻り、新たな故障モードや原因としてデータを追加・更新する必要があります。
FMEAのリスク評価(発生度等)を見直した結果、対策が必要であると判断された場合は、コントロールプランの監視方法やサンプリング手順がブラッシュアップされます。
このように、SPCによる異常検知や工程能力の低下を起点として、FMEAやコントロールプランといった上流へ論理的に情報を循環させることで、個別ファイルにデータが孤立することを防ぎ、組織全体での不適合の未然防止を可能にします。
関連コラム:SPC(統計的工程管理)とは?|SQCとの違いや管理図のルールなど解説
関連コラム:工程能力分析とは?|Cpk/Ppkの使い分けやFMEAとの関連性など解説
コアツールの運用体制づくりのポイント
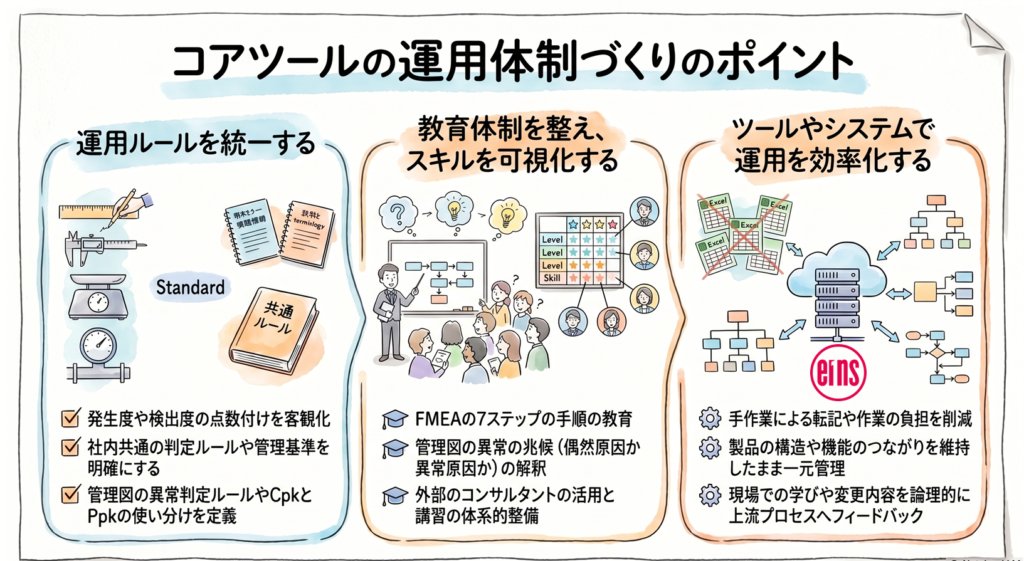
IATF 16949のコアツールは、一度作成して終わりのツールではなく、設計変更や製造工程の変化に合わせて適切に更新し続ける運用体制があることで効果的、かつ効率的に機能します。ここでは、属人化や形骸化を防ぐための具体的なポイントを整理します。
運用ルールを統一する
コアツールを有効に機能させるためには、組織全体で評価の物差しと用語を統一することが必要です。
例えば、FMEAのリスク評価における発生度(O)や検出度(D)の点数付けが担当者の主観に委ねられていると、監査や顧客提出をクリアするためだけの恣意的な数字合わせが行われやすくなります。
さらに、FMEAにおいて、市場の不具合情報や現場のサービス診断、設計エンジニアの分析において使用する用語が異なっていると、せっかくのデータが正しく結びつきません。
また、管理図の異常判定ルールにおいて、AIAG基準の7点連続を採用するのか、JIS規格の9点連続を採用するのか、どのフェーズでCpk、Ppkを使うのか等があらかじめ定義されていないと、担当者の判断に差異が生じます。
このように、あらかじめ評価と用語を統一し、社内共通の判定ルールや管理基準を明確にすることが、形骸化を防ぐための前提条件となります。
教育体制を整え、スキルを可視化する
システムやツールを導入するだけで、自動的に品質マネジメントのレベルが向上するわけではありません。
FMEAの専門用語に対する不慣れや統計手法の複雑さは、実務者にとって負荷となり、分析の表面化や思考停止を招く要因となります。AIAG-VDA 統合FMEAの7ステップの手順や、SPCの管理図の異常の兆候が偶然原因によるものか処置を要する異常原因によるものか等を正しく解釈し、データに基づいて判断を下せる人材を育成することが重要です。
必要があれば、外部のコンサルタント等を上手く活用しながら、講習などの教育を体系的に整備し、関係者が自律的に分析やプロセス管理を行えるよう個別のスキルを可視化していくことも求められます。これにより、義務や作業としての書類作成から、実務にメリットを感じられるデータ活用へと意識を変化させることができるでしょう。
関連コラム:AIAG-VDA 統合FMEAとは?|従来FMEAとの違いと実務への影響を解説
ツールやシステムで運用を効率化する
従来のExcelを用いた管理では、データ量の増大に伴って版管理が煩雑になり、情報のサイロ化が発生しやすくなります。特に、FMEAとDRBFM、あるいはコントロールプランを個別のExcelファイルで運用していると、手作業による転記や作業の負担が増大し、情報の更新漏れやデータの不整合が頻発します。
IATF 16949のような国際規格に準拠し、かつ実効性のある未然防止を達成するためには、設計から製造現場の管理計画にいたる品質情報を同一のデータベースで一元管理するシステムへの移行が現実的な選択肢となります。
例えば、AIAG-VDA 統合FMEAに対応した「e1ns(アインス)」を活用すれば、製品の構造や機能のつながりを維持したまま品質情報を管理でき、現場での学びや変更内容を論理的に上流プロセスへフィードバックする仕組みを構築できます。
作業の手間を削減し、技術者が本来時間を割くべき創造的な検討や深い議論に専念できる環境を整えることが、全社的な品質マネジメントの高度化を支えることになります。

よくある質問(FAQ)
IATF 16949において、コアツールの運用手順や解釈に苦慮しやすい実践的な課題について、Q&A形式で整理します。
Q. IATF 16949のコアツールとは何ですか?なぜ「5つのコアツール」と呼ばれることがあるのですか?
A. コアツールとは、自動車産業において品質マネジメントシステムを機能させるために重要とされる中心的な手法(APQP、FMEA、PPAP、SPC、MSA)の総称です。
長らくこれら5つのツールを軸に運用されてきたため、現在でも5つのコアツールと呼ばれることがあります。
しかし2024年3月に、AIAGによってコントロールプラン(CP)がAPQPマニュアルから独立して単独の参照マニュアルへと再定義されたため、コントロールプランを含めた6つのツールとして扱われることもあります。これらは個別のツールではなく、設計から量産にいたるまでの品質情報の一貫性を保証するための相互に連携した仕組みを指します。
Q. 特殊特性の管理において、顧客固有要求事項(CSR)による記号の違いやFMEAとの連動がルール化されていません。どのように整理すべきですか?
A. 特殊特性は、IATF 16949の実務において判断に迷いやすい項目の一つですが、社内共通の客観的な選定ロジックをFMEA内に定義しておくことが重要です。
「人命や安全性に直結する重要な項目」、あるいは「法令・規制対象項目」といったものばかりであれば定義しやすいものの、AIAGやVDA(Verband der Automobilindustrie:ドイツ自動車工業会)、あるいは各自動車メーカー(OEM)の顧客固有要求事項(CSR)の中において、CC(重要特性)、SC(特殊特性)、OS(工程特性)、KC(重要安全特性)等、呼び方や使用する記号、定義が異なっていることがあります。
実務上の解決策は、社内共通の客観的な選定ロジックをFMEA内に定義しておくことです。具体的には、DFMEAやPFMEAのリスク評価において、影響度(Severity)が9または10となる安全性・法規制に関わる不具合モード、あるいは顧客固有要求で指定された重要特性を機械的に特定しておく、といった手段があります。
その特定された特性をコントロールプランへ展開し、それに応じた測定システムの検証(MSA)や工程の監視(SPC)の実施へと論理的につなぐ手順を標準化しておくことで、顧客ごとの記号や定義の違いに左右されない管理が可能になります。
Q. 顧客からAIAG-VDA 統合FMEAへの移行を求められましたが、既存製品のExcelデータ(RPN管理)はどのように扱うべきですか?
A. 過去のExcelデータをそのまま新しいフォーマットへインポートし、コピー&ペーストによって新規格に対応しようとする試みは、実務上お勧めしません。
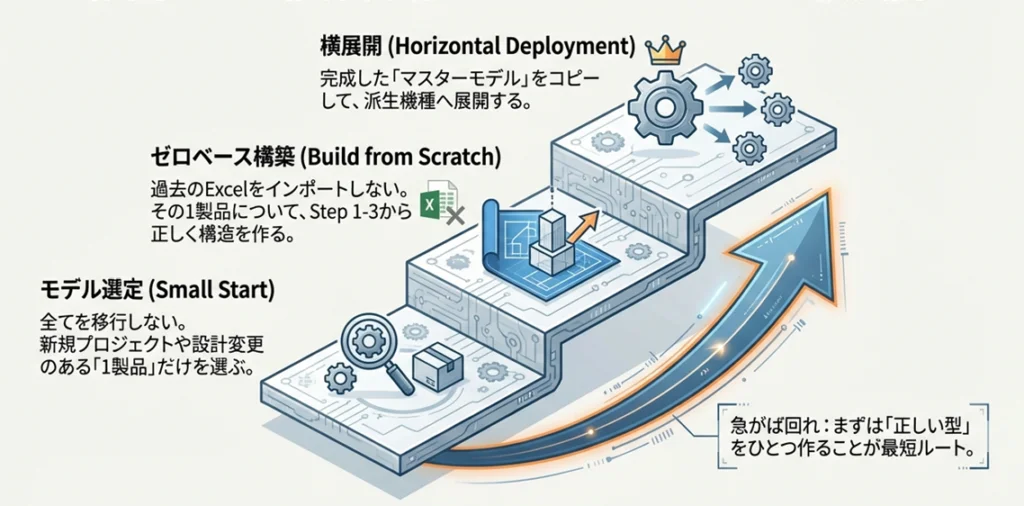
AIAG 4版のような従来のやり方とAIAG-VDA 統合FMEAではデータの解像度が根本的に異なるため、形式だけを整えようとすると、構造や機能の因果関係が繋がっていない空欄の多いFMEAが作られる原因となります。
このため、すべての既存データを一斉に書き換えるのではなく、新規プロジェクトや大きな設計変更が入る製品をモデル製品として1つ選定します。
そのモデルに対し、AIAG-VDA 統合FMEAのStep 1からStep 3の手順に沿って正しい構造ツリーと機能ツリーを作り込み、AP(アクション優先度)を用いた論理的な分析を行います。
遠回りに見えますが、ここで正しい共通テンプレート(型)を作成し、それを類似の派生製品へコピーして再利用していくアプローチをとることが、現場の負担を抑えながら移行を確実に行うための手順と考えます。
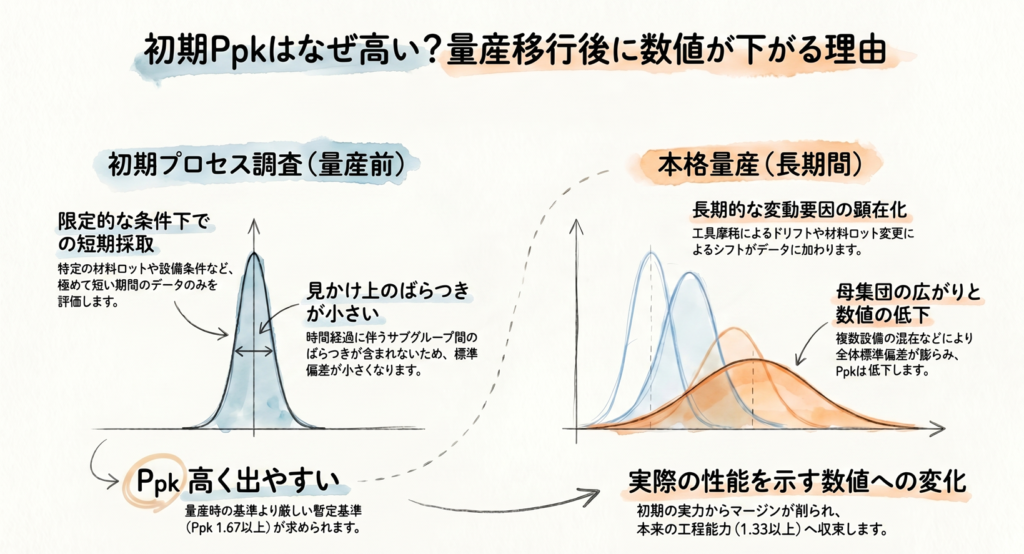
Q. PPAP提出時の初期プロセス調査(初期工程能力調査)でPpkは1.67以上をクリアしたのですが、量産移行後に不適合が発生したり、工程能力が維持できなくなったりするのはなぜですか?
A. 初期段階では工程の安定性が証明されておらずCpkの計算前提を満たさないため、まずは実績をそのまま評価するPpkを使用します。量産移行後に数値が低下するのは、初期データに含まれなかった長期間の変動要因が足し合わされるためです。
具体的な理由は以下の3点に整理されます。
1. 初期段階では統計的安定状態(管理状態)が証明されていないため
将来の品質を予測するためのCpk(工程能力指数)を計算するには、工程が統計的に安定した状態(管理状態)にあることが条件となります。しかし、量産開始前の初期プロセスの段階では、まだ管理図による継続的な監視が行われておらず、工程が安定しているか(予測可能か)が証明されていません。
不安定な可能性のある段階で群内のばらつき(サブグループ内のばらつき)のみを考慮したCpkを当てはめると工程の実態を見誤る危険があるため、工程の安定性を前提とせず、採取された実績データをそのまま評価する全体標準偏差(Ppk)を使用します。
2. 初期データはサンプリングの範囲が限定的であるため
PPAP時の初期データは、特定の材料ロット、特定の設備条件、特定の作業者といった限定された短い期間で採取されます。そのため、本来のPpkが対象とすべき時間経過に伴うサブグループ間のばらつき(群間変動)がほとんど含まれません。その結果、計算の分母となる全体標準偏差が見かけ上小さくなり、初期のPpkは数値が高く出やすくなります。
3. 量産移行後に数値が低下することがあるため
本格的な量産に移行して期間が長くなると、初期データには現れなかった以下の変動要因が顕在化することがあります。
- 工具の摩耗や液温上昇に伴って工程平均が徐々に移動するドリフト
- 材料ロットの切り替えや金型の載せ替えによって平均値が階段状に変化するシフト
- 複数台の設備や複数キャビティ(金型の製品を形成する空洞)等のデータが混在することによる母集団の広がり
長期間の量産ではこれらすべてのサブグループ間の変動がデータに加わるため、分母である全体標準偏差が大きく膨らみ、実際の性能を示すPpkの数値は初期評価に比べて低下することがあります。
IATF 16949の初期プロセス調査(初期工程能力調査)において、量産時の基準「Cpk≧1.33」よりも厳しい「Ppk≧1.67」という暫定基準が要求されるのはこのためです。
量産移行後に長期的なばらつきが加わって数値が低下することを見越して、あらかじめ初期評価の段階で高いマージンを求めているのです。量産移行後は管理図で安定状態を確認した上で、Cpkによる継続管理へと移行します。あるいは、CpkとPpkの両方を併記するということもできます。
Q. コントロールプラン(QC工程表)とFMEA、SPC、MSAの結果が別々のファイルになっており、監査対応のたびにデータの辻褄合わせが発生しています。この状態をどう改善すべきですか?
A. ファイルを複製して個別管理している環境では、変更管理やデータの整合性を維持することは困難です。
設計変更や製造現場での異常処置、あるいはMSAの結果に基づく測定頻度の見直しなどが起きた際、手作業での転記に頼っていると必ず情報の更新漏れや版管理の問題が発生します。
これを根本的に改善するには、帳票(Excel)の空欄を埋める作業から、製品のシステム構造を中心とした一元的なデータベース(e1nsなど)に情報を紐付ける仕組みへと運用を変更する必要があります。
SPCにおける異常検知や工程能力の解析結果、あるいはMSAによる測定結果が、大元のFMEAのリスク評価(発生度等)に論理的に連動し、その対策結果がコントロールプランへと自動的に反映される循環サイクル(=品質マネジメントシステムのDX化)を構築することで、属人化を排除し、IATF 16949が求める本来の継続的改善の体制を確立できます。
まとめ|IATF 16949のコアツールは仕組み化が成功のカギ
IATF 16949の運用においてコアツールを有効に機能させるためには、個別の帳票を埋める作業ではなく、開発から量産にいたる品質情報が途切れることなく流れ、フィードバックする仕組みを構築する必要があります。
FMEAによるリスク分析、DRBFMによる変更点・変化点管理、コントロールプランへの展開、そして製造工程でのSPCやMSAによる工程や測定の評価、そして必要に応じてそれらをFMEAにフィードバックして一連のデータが論理的につながることで、不適合の未然防止を達成できます。
従来のExcelを用いたファイル単位での管理は、情報の更新漏れやデータの不整合を引き起こしやすく、形骸化の主要な原因となっていました。属人化を排除し、IATF 16949等の国際規格が求める本来の継続的改善を達成するためには、一元的なデータベース上で各ツールの情報を紐付けるシステム化が現実的な解決策となります。
構造計画研究所では、設計から製造にいたる品質情報の連携をはじめ、FMEAや統計的品質管理の導入から運用までのコンサルティングサービスをe1nsとともに包括的に提供しており、お客様のありたい姿や運用状況を一緒に整理して、IATF 16949等の国際規格に準拠した不適合の未然防止や、データに基づく継続的改善の体制構築をサポートいたします。
弊社では自動車産業だけでなく、航空宇宙、半導体、電子部品、医療機器などでも実績がございます。
ぜひ、一度ご相談ください。
FMEAを組織の品質ナレッジへ
構造計画研究所は、設計・製造の情報連携を基盤とした品質のデジタルアセット形成、FMEAや統計的品質管理などをトータルに、最適なソフトウェア・ツールとともにご支援。
IATF16949をはじめとした様々な国際規格で要求されるグローバル基準の不具合未然防止と継続的改善を目指すお客様をサポートしております。
グローバルレベルの品質マネジメントシステム「e1ns(アインス)」の詳細を見る
著者紹介
[S.Y]
株式会社構造計画研究所 品質安全デザイン室
著書:『IATF 16949のための統計的品質管理』(日科学技連出版社)他。
IATF 16949認証取得のための運用支援や、FMEA、統計的品質管理のコンサルティング・教育に従事。
現場のデータ活用とQMS(品質マネジメントシステム)のDX化を専門とする。