
SPC(統計的工程管理)とは?|SQCとの違いや管理図のルールなど解説
- コラム
- リスクマネジメント
SPC(統計的工程管理)とは?|管理図の役割と実務上の留意点
多くの製造現場では、日々の生産活動の中で膨大な量の管理図が作成されています。
しかし、時にそれらの一部が本来の目的を失い、帳票や表の空欄を埋めるための作業になっている場合があります。
統計的な手法であるSPC(Statistical Process Control:統計的工程管理)を導入していても、それが正しく運用されていなければ、防げたはずの不具合を見逃すことになります。
今回は、IATF 16949の運用においても重要な役割を持ち、コアツールの一つであるSPCの管理図について、その役割と実務上の留意点を整理します。
なお、今回のSPCの記事では管理図について述べますが、工程能力分析については別の記事で取り上げます。
関連コラム:(近日公開)工程能力分析とは?|Cpk/Ppkの使い分けやFMEAとの関連性など解説
IATF 16949が求めるSPCと実務での課題
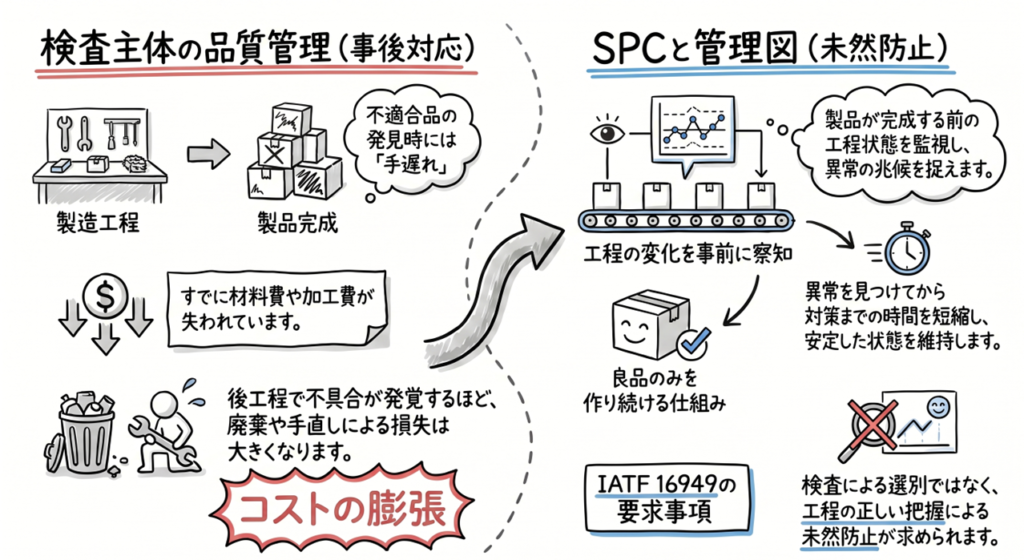
IATF 16949では、不適合品を検査で見つけるのではなく、工程の状態を正しく把握し、変化の兆候を捉えることが求められます。
しかし、実際の業務では、データの収集や帳票の空欄を埋めることが目的になってしまい、不具合が発生した後にその原因を裏付けるための記録としてしか機能していない状況が見受けられます。
本来のSPCは、異常を見つけてから対策を打つまでの時間を短くすることです。良品だけが作られる状態を維持し続けるために、ここで管理図の役割を改めて整理してみましょう。
従来の品質管理との違い
まず、従来の品質管理との違いです。
検査を主体とした従来の品質管理では、防げない問題がありました。
それは、不適合品が検査で見つかったときには既に手遅れであるということです。
不具合が起きた製品を検査で取り除けたとしても、そこに至るまでの材料費や加工費は既に浪費されています。さらに、不具合が後工程へ流れてから発覚すれば、廃棄や手直しによるコストは膨らんでいきます。
これに対し、SPCは製品が出来上がる前の工程の状態を監視します。
異常の兆候を捉えて工程を安定させることで、最初から良品しか作られない状態を維持し続けます。この未然防止の考え方を実務で実現するための解決策がSPCであり、その中心的なツールが管理図です。
SPCの管理図の仕組み|なぜ品質が安定するのか
SPCの管理図が品質の安定に寄与するのは、結果の記録ではなく、工程の時系列的な変化に焦点を当てているからです。
工程のデータを使って異常を検知する仕組み
実務においては、加工品の寸法、熱処理の温度、あるいは設備の圧力といったさまざまなデータを収集します。これらのデータを時系列でグラフ化し、データから計算された管理限界と比較することで、工程がいつも通りに動いているかを確認します。
管理図では、単純に各点の数値を見るのではなく、データの連続的な動きを確認することで、規格外の不良は出ていなくても、何らかの異常が起き始めていることをいち早く察知できます。
偶然原因と異常原因を区別する意味
管理図に現れるデータのばらつきには、二つの種類があります。これらを区別して判断することが管理図の基本です。
- 偶然原因によるばらつき:材料のわずかな違いや機械の微振動など、どうしても避けられない自然なものです。この範囲内であれば工程は統計的な管理状態にあると判断します。
- 異常原因によるばらつき:工具の欠けや設定ミス、作業手順の守られていない状態など、何らかの原因があるものです。点が管理限界を外れたり、特定の並び方をしたりしたときは、この異常原因が入り込んでいる可能性があります。
IATF 16949では、この兆候を早く見つけて対策を打ち、工程を常に安定した状態に保ち続けることが求められています。
SQC(統計的品質管理)とSPC(統計的工程管理)の違い
どちらも統計的手法を用いますが、その範囲と目的に明確な違いがあります。
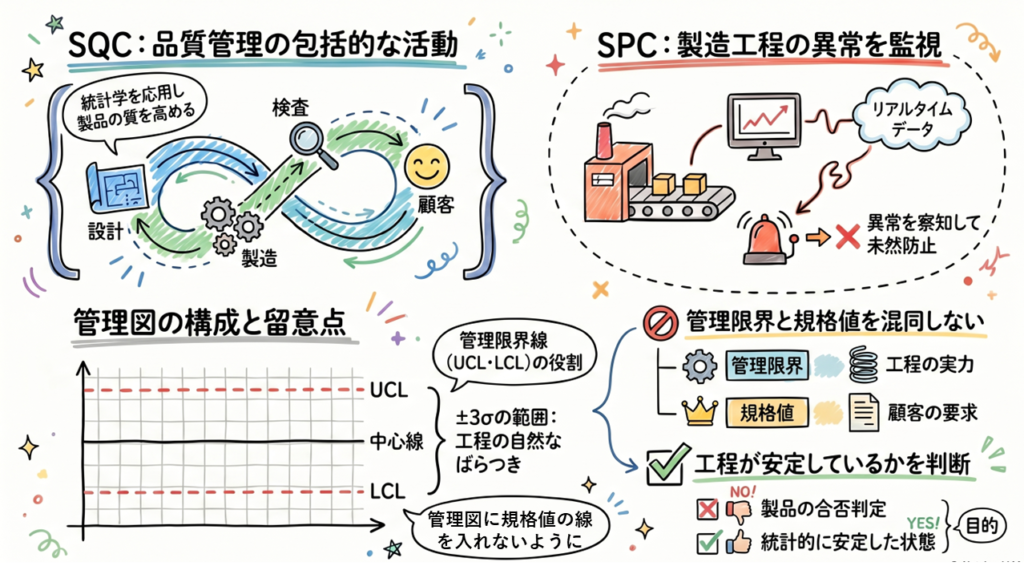
SQC(統計的品質管理)は、統計学を品質管理のあらゆる段階(設計から検査まで)に応用する包括的な概念です。
かつては検査に重点が置かれていた時代もありましたが、本来はデータに基づき製品の質を総合的に高める活動全体を指します。SQCには、市場調査や設計段階での実験計画法、抜取検査、多変量解析なども含まれます。
DFMEAやPFMEAにおいて、実験計画法や多変量解析を使って、ある重要な特性Yに影響を与えている因子Xを特定し、その因子Xを重要特性としてコントロールプランに記載し、管理図や工程能力分析、あるいは測定システム解析(MSA)にて統計解析を実施する、という方法も実施されています。
これに対し、SPC(統計的工程管理)は、SQCの中でも特に製造工程の管理に特化した手法です。
製品が完成してから良し悪しを判断するのではなく、製造中のデータを管理図にプロットし、工程にいつもと違う変化(異常原因)がないかを監視します。
特に、量産時の管理用管理図においては、リアルタイムかそれに近い状態で工程を監視しないと、異常な状態がそのまま後工程に流れることになりますので、その監視方法については留意する必要があります。
このSPCによって、不適合品が出る前に工程の異常を察知して手を打つという未然防止の考え方は、IATF 16949において非常に重要視されています。
なお、管理図などのSPC、そしてSQCでも使われている抜取検査や多変量解析については、以下の拙著「IATF 16949のための統計的品質管理」(日科技連出版社)でも解説しています。実務での活用法を深掘りしたい方は、参考にしてください。
SPCの管理図とは
管理図は、工程の変化を視覚的に把握するためのツールです。
管理図の役割
管理図は製品の合否を判定するものではありません。工程が統計的に安定した状態にあるか、つまり工程において実力通りの仕事ができているかを判断するために使います。
管理図の基本構成
管理図の主な構成要素は以下の通りです。
- 中心線(CL):工程の平均的な状態を示します。
- 上方管理限界(UCL)および下方管理限界(LCL):工程のデータから計算された、自然なばらつきの範囲を示す境界です。
管理図には、計量値管理図と計数値管理図の2種類があります。
- 計量値管理図:工程のデータが長さや重さなどの連続する性質をもつもの
- 計数値管理図:工程のデータ良品・不良品などの不連続な性質をもつもの
計数値管理図よりも計量値管理図のほうが、小さなサンプルサイズ(サンプルの数のこと)でも統計的に有用な情報が含まれるため、計量値管理図の使用をお勧めします。
留意すべきは、これらの管理限界と規格値を混同しないことです。
上側規格限界(USL)などは顧客要求や自社で決めた仕様であり、工程データから導き出される管理限界とは別物です。
管理図に規格値の線を引くと、規格内なら問題ないという誤った判断を招き、管理限界を超えたときの異常な兆候や特定のトレンドやシフトといったパターンの異常を見落とす原因になり得ます。実務では、内部的な管理の目安として用いることはありますが、一般には管理図に規格値の線を入れることは勧められません。
特に、管理図の結果を顧客に提示する際は、顧客からの要求がない限り、管理図に規格値の線を書き込まないようにしてください。規格値とデータのばらつきを比較したい場合は、SPCの工程能力分析を使用します。こちらは別の記事にてご紹介します。
ばらつき(±3σ)の考え方
管理限界は、中心線から±3σ(標準偏差の3倍)の範囲に設定します。
JIS規格 Z 9020-2:2016によると、管理図を考案したシューハートは、工程に異常が存在しない場合にその異常を探すコストと、工程があるべき状態ではないときにその原因を探求することに失敗するコストとの釣合いに関する経済的意味をもつことを根拠として、3σを使用することを選択した、とのことです。
この3σの使用について、打点するデータが正規分布に従っている場合、理論的には平均値±3σの範囲に全データの約99.7%が入ります。
よって、工程が安定していれば、ほとんどのデータはこの範囲内に収まります。この限界を越える点が出たときは、偶然では起こりにくい異常が起きている可能性が高いと判断します。
なお、管理図の標準偏差は、一般的な標準偏差の計算式とは異なりますので、Excelなどを使って自前で作成する際は必ず専門書などで計算式を確認してください。
管理図の見方とルール
管理図を運用する上で最も重要なのは、良品・不良品の判定ではなく、データの挙動から工程に変化が起きていないかを察知することにあります。
1. 管理図の見方:数値の背後にある振る舞いを読む
実務において、多くの人が「点が管理限界線の内側にあるか、外側にあるか」に注目しがちです。しかし、管理図の本来の目的は、データの動きに現れる統計的な異常の兆候を読み取ることです。
- 工程が安定している状態: データは中心線(CL)の付近にランダムに散らばり、特異な規則性を持たない。
- 工程に異常の兆候がある状態: たとえデータが管理限界(UCL/LCL)の内側に収まっていても、中心線の片側に偏ったり、連続して上昇・下降したりしていれば、そこには異常原因が潜んでいる可能性が高い。
単純に各点を見るのではなく、各点や連続した点において異常な兆候を読み取ることが重要です。
2. 管理図の異常判定ルール
管理図における異常を識別するための判定基準はいくつかありますが、IATF 16949の基準となっているAIAG(Automotive Industry Action Group:米国自動車工業会)のSPC参照マニュアルでは、AT&Tが開発したシューハート管理図の判定基準を採用しています。
今回の解説では、小さな変化を早期に捉えるための代表的なルールを2つ取り上げ、標準(AIAG/JIS)と日本の伝統的慣習を区別しています。
測定値が計量値の場合は、IATF 16949においても工程の平均に関するグラフ(Xbar管理図)と工程の変動に関するグラフ(RもしくはS管理図)を作成することが多いです。以下、Xbar管理図を使って解説します。
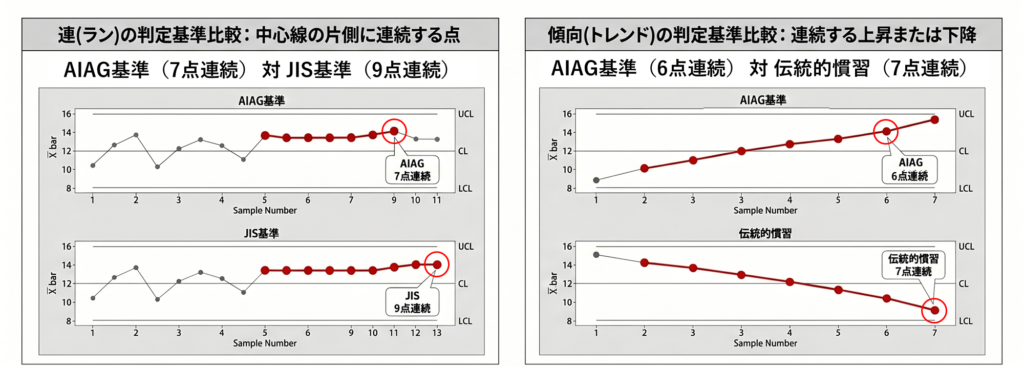
中心線の片側に連続する点(連)
中心線に対して、点が連続して同じ側に現れる状態です。工程の平均がシフトした可能性を示唆します。
| 規格・出典 | 判定基準 | 備考 |
| AIAG SPC参照マニュアル(第2版) | 7点連続 | IATF 16949の基準 |
| JIS規格(Z 9020-2:2016) | 9点連続 | ISO 7870-2に準拠 |
| 日本の伝統的慣習(日科技連等) | 7点連続 | 現場の感度を優先する際の目安 |
AIAGのSPC参照マニュアルでは7点連続を基準としていますが、JIS規格や統計解析ソフトウェアMinitab(初期設定)では9点連続を異常の兆候としています。組織としてどの基準を採用するのか、あらかじめ定義しておく必要があります。
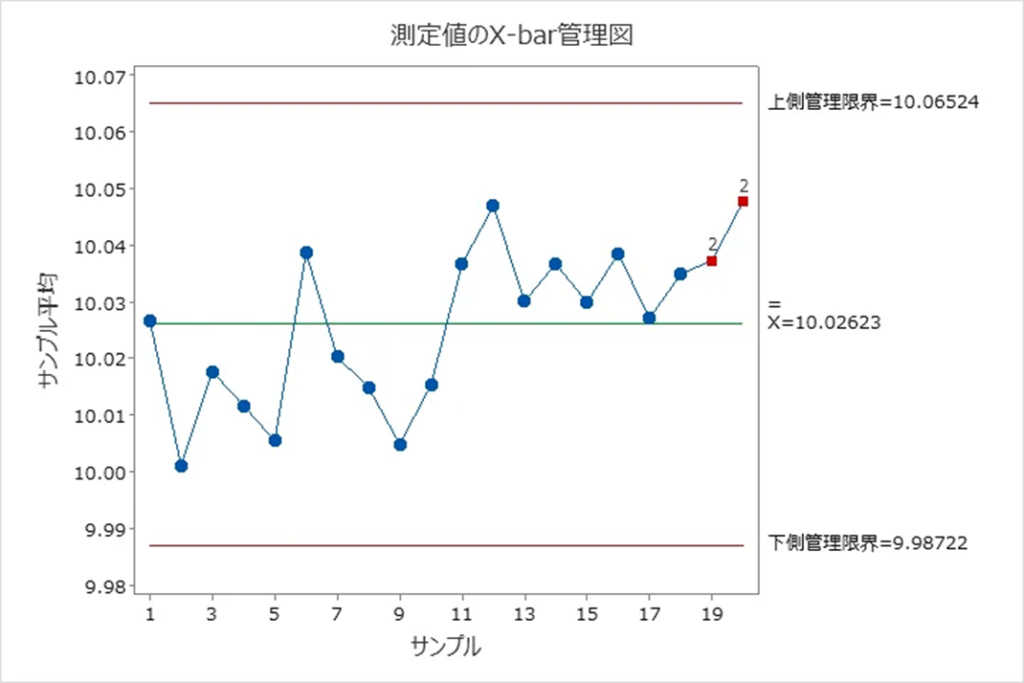
異常の可能性を示している。20点目も同様。
[統計解析ソフトウェア:Minitab]
傾向(トレンド)の発生
点が連続して上昇、あるいは下降し続ける状態です。工具の摩耗や、気温・湿度の変化など、工程が徐々に変化している際に現れます。
| 規格・出典 | 判定基準 | 備考 |
| AIAG SPC参照マニュアル(第2版) | 6点連続 | 上昇または下降の継続 |
| JIS規格(Z 9020-2:2016) | 6点連続 | ISOとの整合による現行基準 |
| 日本の伝統的慣習(各企業のルール等) | 7点連続 | 教育現場で長く用いられてきた基準 |
現行のJIS規格はISOとの整合により6点となっていますが、製造業の教育現場では依然として7点という基準が用いられている場合があります。こちらも、自社の管理基準がどの規格に準拠しているかを正しく理解しておくことが重要です。
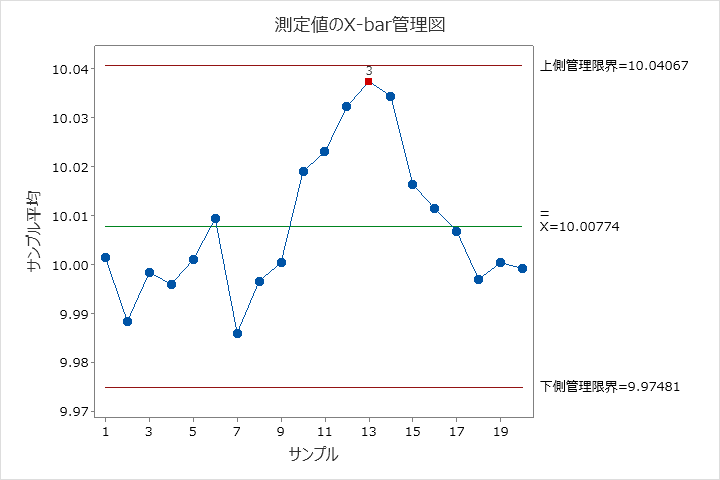
異常の可能性を示している。
[統計解析ソフトウェア:Minitab]
判定基準の違い
AIAGのSPC参照マニュアルでは、連は7点、傾向は6点という構成になっており、ルールによって基準数が異なります。
一方で、日本の伝統的な教え方(日科技連、各企業のルール等)では、覚えやすさや管理の感度を優先してどちらも7点と教える場合もあるため、実務上の混同が起きやすい箇所です。どれが正解というわけではなく、どの基準で管理するのかを正しく理解しておく必要があります。
管理図に異常の兆候が見つかった際の対処法
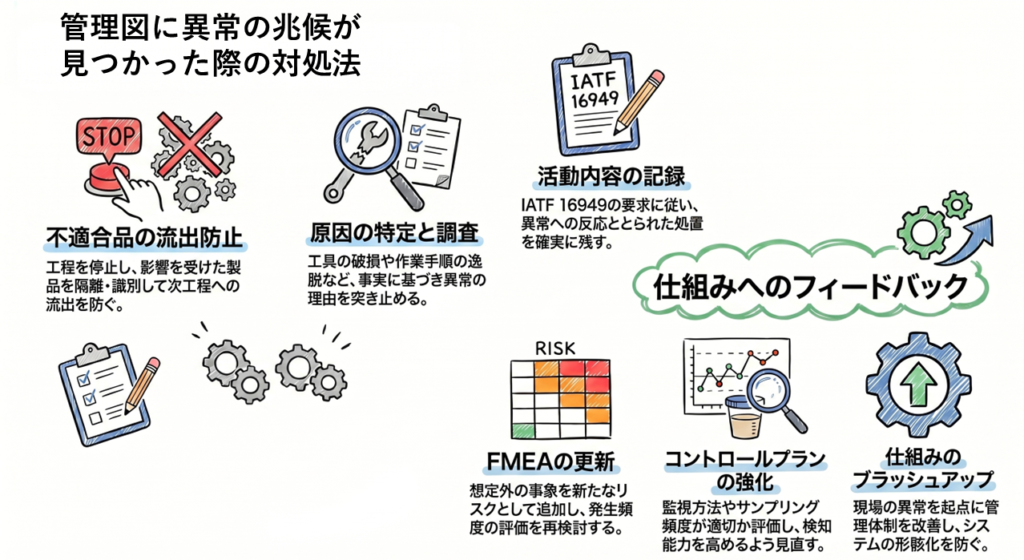
管理図によって管理限界を外れた点が現れたり、判定基準によって異常の兆候が認められたりした場合には、速やかにあらかじめ定められた手順に従って行動、改善する必要があります。
このとき最も優先すべきは、工程の中に異常の原因が入り込んでいると判断し、不適合品を次工程へ流さないための処置をとることです。
具体的には、工程の停止や、影響を受けた可能性がある製品の隔離、識別を行います。管理図を打点する作業で終わらせるのではなく、何らかの変化が起きているという兆候に対して、実効性のある対応をすることが求められます。
次に、その異常がなぜ起きたのかという原因の調査を進めます。統計的管理状態における自然なばらつきとは異なり、異常を特定できる原因が潜んでいることもあります。
工具の破損、設定の間違い、あるいは作業手順の逸脱など、事実に基づいた調査を行い、その原因を取り除くための対策を講じます。
IATF 16949においては、こうした異常への対応と処置を記録に残すことが求められています。
AIAGのSPC参照マニュアルでも強調されているように、管理図に異常の兆候が現れた際の対応手順を明確にし、その活動を確実に記録することが、工程の安定を維持し続けるためには重要です。
実践:FMEA・コントロールプランへのフィードバック
ここで終わってしまっては、本当の意味での未然防止にはなりません。異常への処置が完了した後は、以下の視点で他のコアツールを見直すことが、IATF 16949の真の運用と言えます。
- FMEAの更新:特定された異常の原因が、既存のFMEAで想定されていた故障モードや発生原因と一致するか確認します。もし想定外の事象であれば、新たなリスクとしてFMEAに反映(ナレッジの蓄積)し、発生度(Occurrence)の評価を再検討する必要があります。
- コントロールプランの最適化:今回の異常を検知するのに、現在の管理図の設定やサンプリング頻度が適切であったかを評価します。もし検知が遅れたのであれば、コントロールプランにおける監視方法を強化する等の処置が求められます。
このように、製造工程での異常の検知を起点として、FMEAやコントロールプランといった管理の仕組みをブラッシュアップしていく流れが、品質マネジメントシステムを形骸化させないためのポイントになります。
関連コラム:FMEA(故障モード影響解析)とは?
関連コラム:AIAG-VDA 統合FMEAとは?|従来FMEAとの違いと実務への影響を解説
SPCを導入する本当のメリット
SPC(統計的工程管理)は、IATF 16949が求める不適合の未然防止について具体的な仕組みとして動かすためのものであり、管理図を作ることは、SPCの活動の一つに過ぎません。
大切なのは、工程の変化を客観的な数字で捉え、今の管理のやり方が本当に正しいのかを把握することにあります。
不具合が起きてから慌てて対応するのではなく、データから兆候を読み取ることで、無駄なコストを抑え、品質を安定させることができます。SPCを正しく学び実行すれば、ばらつきを最小限にしようという意識が組織全体に広がり、誰もが迷わずに事実やデータに基づいた判断を下せるようになります。
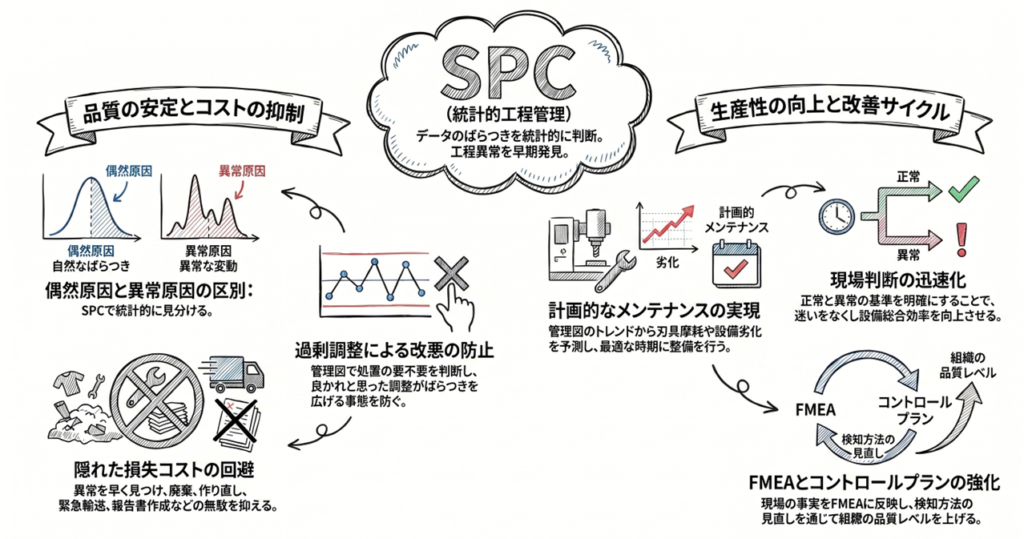
品質の安定
SPCの役割は、工程が本来持っている自然なばらつき(偶然原因)と、何らかの理由で起きた異常な変動(異常原因)を統計的な観点から見分けることです。
デミング博士が「漏斗の実験」で示した通り、安定している工程に対して、個々のデータの動きに反応してむやみに機械を調整すると、かえって製品のばらつきを大きくしてしまいます。管理図を使いこなせば、今の変動が見守るべきものか、処置が必要なものかをはっきり区別でき、良かれと思って逆効果を招く過剰調整を防げます。
また、SPCで見つけた気づきは、必要に応じてFMEAに反映させてください。
以下のように工程で起きた異常が、もともとFMEAで予想されていた内容かどうかを確かめることが理想です。
- 予想外だった場合: 新しいリスクとしてFMEAに書き加え、再発防止の手を打ちます。
- 予想通りだった場合: 発生度(O)の評価が甘くなかったかを見直し、コントロールプランによる検知のやり方を強化します。このサイクルを回すことでコントロールプランの精度は上がり、組織の品質レベルは着実に底上げされていきます。
コスト削減
不適合品が出てしまったときの損失は、材料や人件費だけでは済みません。
作り直しや廃棄の費用はもちろん、納期に間に合わせるための緊急対応費、さらには顧客への報告書作成に追われる工数など、目に見えない多大なコストが発生します。
SPCで異常の兆候を早く見つけることができれば、不適合品になる前に工程を修正し、大量の不良品を出す事態を未然に防げます。
また、蓄積されたデータで工程能力が高いことが裏付けられれば、検査の回数を減らしたり、管理のやり方を簡略化したりする根拠になります。
品質を保ちながら過剰な検査コストを削るためにも、データによる裏付けは欠かせません。異常をいち早く見極め、無駄な手直しをなくすことが、そのまま利益の確保に繋がります。
生産性の向上
生産性を下げる大きな原因は、突発的なトラブルによるライン停止と、その調査に時間を取られることです。
SPCを取り入れることで、トラブルが起きてから動くのではなく、計画的に工程を維持するスタイルへと変わります。管理図でトレンドを追っていれば、刃具の摩耗や設備の劣化、気温の変化などの影響を、不具合が出る前に予測できます。
これにより、生産計画を狂わせることなく、最適なタイミングでメンテナンスを行えるようになります。さらに、管理図によって「何が正常で、何が異常か」の基準がはっきりするため、現場の判断に迷いがなくなります。
迅速で的確な判断は製造工程のオペレーションをスムーズに進め、設備総合効率(OEE:Overall Equipment Effectiveness)を向上させることもできるでしょう。データの裏付けがある管理は、個人の経験や勘だけに頼らない生産体制を作り上げる助けとなるはずです。
SPCを実践する方法
SPCを実効性のある仕組みとするためには、製造工程での導入プロセスが重要です。
IATF 16949が求めるのはデータの集計や統計解析の結果ではなく、そこから得られた情報をプロセス改善やリスク低減にどう繋げるかという点にあります。
属人的な経験のみに頼る管理ではなく、統計的な事実に基づいて判断を下す習慣を組織に定着させましょう。これにより、不適合の兆候を捉え、未然防止を具体的な活動として動作させることが可能になります。
導入の基本ステップ
基本的には、PFMEAやコントロールプランで定義された特殊特性や重要特性を対象とし、現場でデータを収集します。
集まったデータは管理図で可視化し、工程が統計的に安定しているかを確認します。安定が確認できたら工程能力分析を行い、顧客要求を満たす実力があるかを評価します。
重要なのはこの流れを継続し、結果をPFMEAやコントロールプランにフィードバックして、サンプリング頻度や管理方法を最適化し、実行し続ける改善サイクルを維持することです。
異常発生時の対応
管理図に異常の兆候が現れた際は、コントロールプランに定められたリスク管理計画(異常時対応計画)に従い、直ちに処置を講じます。
不適合品を次工程へ流さないための隔離と識別を優先し、その後に真因を調査します。特定された原因は特殊原因として排除するだけでなく、FMEAへ立ち戻り、そのリスクが想定内であったかを検証してください。
想定外であればFMEAに新たな知見として追加し、管理を強化することで、同様の異常を再発させないプロセスを構築します。
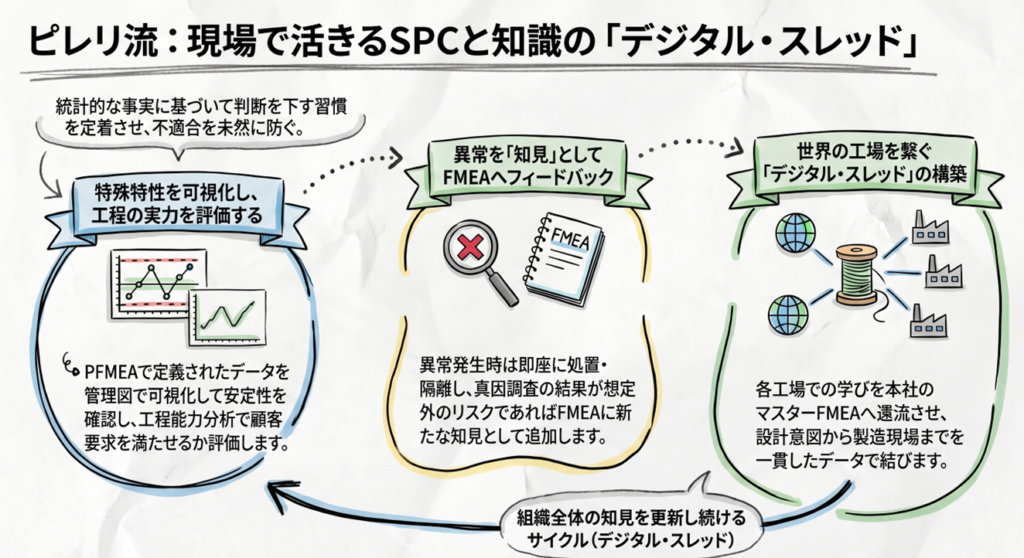
【現地レポート】技術知識の完全連携ネットワーク|Pirelli社の取り組み
欧州のタイヤメーカーであるPirelli社では、このプロセスを技術知識の完全連携ネットワークとして、デジタル・スレッド構築しています。
彼らが向き合うのは、材料の配合や加工工程が複雑に絡み合い、後から分解検証が不可能な「ラザニア」のような製品構造です。この複雑性を管理するため、ミラノ本社が管理するFMEAのマスターテンプレートを世界18カ所の工場へ展開し、現場での学び(Lesson Learned)を再びFMEAのマスターテンプレートへと還流させる運用を10年以上続けています。
設計意図から製造現場の管理までを一貫したデータで結び、各工場での学びを本社のFMEAへ還流させることで、組織全体の知見を最新の状態に保つ取り組みを進めています。こうした情報の連携は、IATF 16949が求める継続的改善を具現化する一つの形です。
システム・ツール活用のポイント
膨大なデータを手作業や汎用ソフトで管理し、異常を検知することには限界があります。
Pirelli社のような欧州の先進事例に見られるように、設計から製造までをデータで繋ぐデジタルスレッドの構築は、品質の情報を一つの流れとして管理することでデータの価値を高めます。
e1nsのようなソフトウェアを活用してFMEAとコントロールプランをあらかじめ紐付けて整理しておき、そこで定めた管理項目に基づいて、現場(専用の統計解析ソフト等)で個別に管理図を作成・運用するという手順が効果的です。
ただし、ツールを有効に機能させるためには、統計学の知識を正しく身に付ける教育が必要となるでしょう。統計的な根拠に基づいて工程データの意味を解釈できる人材を育成し、組織としての判断力を高める必要があります。高度なシステムと、それを扱う人の知見が組み合わさることで、実効性のある品質マネジメントの体制が構築されます。
よくある質問(FAQ)
統計的工程管理(SPC)を導入・運用するにあたって、よく挙がる疑問や課題について解説します。
Q. SPCとは何ですか?
A. 統計的工程管理(Statistical Process Control)の略称です。
測定データに基づき、工程が統計的に安定しているか(管理図)、また顧客要求や自社規格を満足する実力(工程能力)があるかを客観的な手法で評価し、管理することを指します。
IATF 16949においては、不適合の未然防止を実現するための重要な管理手段の一つとして、FMEAやコントロールプランと並ぶ重要なツール(コアツール)として位置づけられています。
Q. SPCの目的は何ですか?
A. 目的は工程のばらつきを最小限に抑え、不適合品の発生を未然に防ぐことにあります。
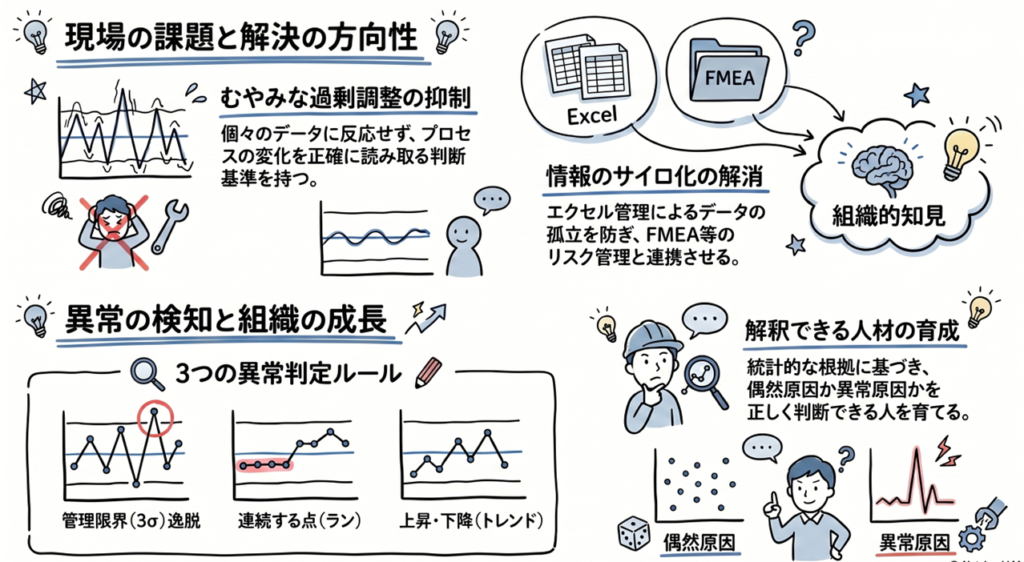
個々のデータの動きに反応してむやみに機械の調整を繰り返す過剰調整を防止し、データからプロセスの変化という兆候を正確に読み取るための判断基準を提供します。また、得られた事実をFMEAなどのリスクマネジメントに繋げ、組織全体の知見(知的資産)を最新化し続けることも重要な役割です。
Q. SPCの管理図の異常判定ルールにはどのようなものがありますか?
A. AIAGのSPC参照マニュアルやJIS規格などで定義されています。
代表的なルールとして、管理限界(3σ)を外れた1点の検知(判定基準1)、中心線の片側に連続する点(ラン:判定基準2)、連続して上昇または下降し続ける点(トレンド:判定基準3)などがあります。
製造工程の特性に合わせてこれらのルールを適切に選択し運用することで、不適合品が発生する前にプロセスの異変を捉えることが可能になります。
Q. ExcelでSPCを管理することの問題点は何ですか?
A. データの種類や量が増えるほど集計や解析の工数が増大し、他のコアツールとの情報連携が困難になります。
Excelファイルによる管理はデータが個別に孤立しやすく、設計・工程の意図(FMEA)やコントロールプランとの情報は連携されていないことが多いです。これにより、現場での学びや知見が組織の資産として還流されにくくなり、いわゆる情報のサイロ化という実務上の欠点が生じる場合があるでしょう。
また、使用する管理図の種類に応じて、標準偏差などの計算式や判定基準を考慮する必要がありますが、この計算式や判定基準についてはある程度の専門知識が必要とされます。
Q. 統計学の知識がない現場でも運用できますか?
A. ツールを導入するだけではSPCは機能しません。
管理図で見られる兆候が「偶然原因」なのか、処置を要する「異常原因」なのかを正しく解釈できる、あるいはコントロールプランの最適化において管理図の設定やサンプリング頻度が適切であったかを評価できる人材を育てることが必要です。
統計的な根拠に基づいてデータの意味を解釈し、事実に基づいて判断を下せる人を教育訓練によって育成することが、未然防止の仕組みを形骸化させないための前提条件となります。
まとめ|SPCの実現には「デジタル化」が重要
SPC(統計的工程管理)を不適合の未然防止に繋げるためには、管理図から得られた新たな知見をFMEAやコントロールプランといった設計・工程の意図へフィードバックさせる仕組みが必要です。
特に欧州の先進事企業では、設計から製造までの情報を一貫した流れで繋ぐデジタルスレッドを構築しており、品質情報を記録に留めず、競争力を生む資産へと変えています。
Excelによる個別の管理から、e1nsのようなソフトウェアで上流のFMEAを統合・管理し、そこから得られたコントロールプランをもとにSPCを正しく機能させることで、組織的な未然防止の仕組みを構築することが可能になります。
工程データの背景を解釈できる人を教育によって育てつつ、デジタル技術を活用し、効率的で実効性のある品質マネジメント体制を構築することで、付加価値の高いデジタルアセットを作ることができるでしょう。
参考文献
- SPC参照マニュアル 第2版
- JIS規格 Z 9020-2:2016
- IATF 16949のための統計的品質管理、内田治[編著]
FMEAを組織の品質ナレッジへ
構造計画研究所は、設計・製造の情報連携を基盤とした品質のデジタルアセット形成、FMEAや統計的品質管理などをトータルに、最適なソフトウェア・ツールとともにご支援。
IATF 16949をはじめとした様々な国際規格で要求されるグローバル基準の不具合未然防止と継続的改善を目指すお客様をサポートしております。
グローバルレベルの品質マネジメントシステム「e1ns(アインス)」の詳細を見る
著者紹介
[S.Y]
株式会社構造計画研究所 品質安全デザイン室
著書:『IATF 16949のための統計的品質管理』(日科学技連出版社)他。
IATF 16949認証取得のための運用支援や、FMEA、統計的品質管理のコンサルティング・教育に従事。
現場のデータ活用とQMS(品質マネジメントシステム)のDX化を専門とする。