
MSA(測定システム解析)とは?|5つのばらつき特性やFMEAへのフィードバックなど解説
- コラム
- リスクマネジメント
製造現場で測定器を使って得られるデータには、必ず測定器の摩耗や測定者の熟練度の違いによるばらつきが含まれます。
製造工程で適合品(良品)を生産していても、測定器や測定者等の測定システムの実力が不十分であれば、誤って不適合品と判定したり、不良を見落として流出させたりするリスクを排除できません。
管理図の運用や工程能力の算出のような工程データに基づく品質管理活動において、そもそも工程の実力を正しく測れるだけの信頼性を持っているかを統計的に分析・評価する手法が、MSA(測定システム解析)です。
正しいデータに基づく客観的な測定システムの評価は、現場のエンジニアから管理者まで、すべての実務者に関係する重要な評価となります。MSAとFMEAの関係性を含め、解説していきます。
MSAとIATF 16949の関係
自動車業界の国際規格であるIATF 16949において、MSAの実施はコアツールの一つとして定義されています。
生産部品承認プロセス(PPAP)や統計的工程管理(SPC)でどれほど良好な工程能力指数を報告しても、そのデータを取得した測定システム自体の信頼性が証明されていなければ、顧客や監査員はその数値を承認してくれません。
なぜなら、測定システムのばらつきが大きいと、データの標準偏差が見かけ上、大きく膨らんでしまい、工程の本来の実力を正しく評価できなくなるからです。
顧客要求や監査をクリアするためだけでなく、自社の工程改善活動においてデータの判断を誤らないためにも、あらかじめ測定システムの実力を正しく評価しておく必要があります。
そして、MSAの解析結果によっては、測定プロセスのエラーを未然に防ぐという意味において、FMEAにおける予防管理(PC)の強化(標準作業の組み込み)として紐付き、将来的な測定起因のトラブルの発生度(O)を低減させるといった取り組みも必要になります。
なお、IATF 16949のMSAが最も有名ですが、航空宇宙(AS 9100)や医療機器(ISO 13485)などの業界においても、MSAにおける測定データは工程改善等に使用されており、また顧客要求の中で各規格の基準がそのまま仕様として使われることも多々あります。
測定システムにおける5つのばらつき特性
MSAには計量値と計数値の2種類がありますが、本記事では計量値を紹介します。
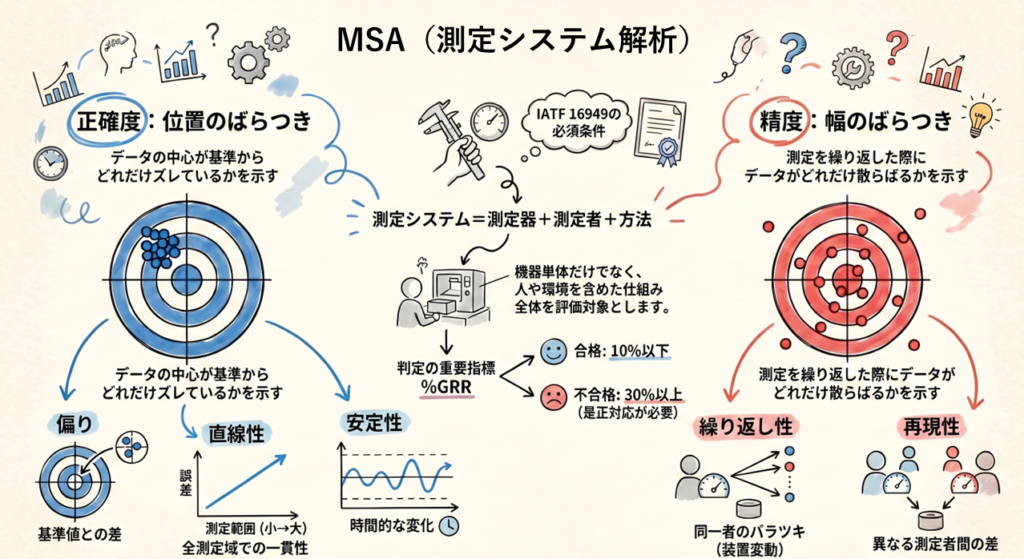
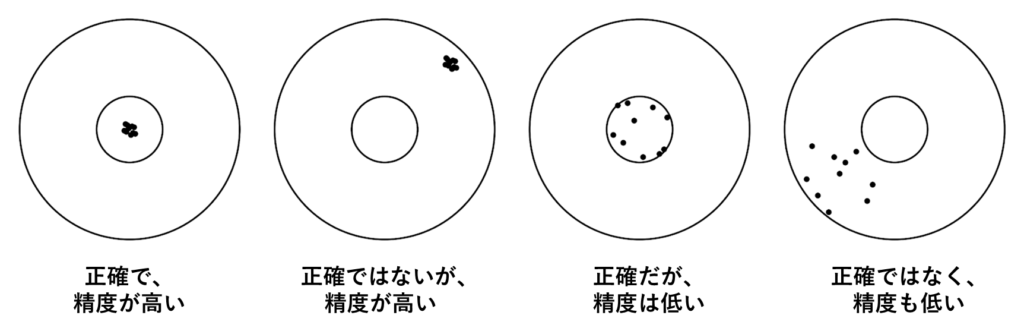
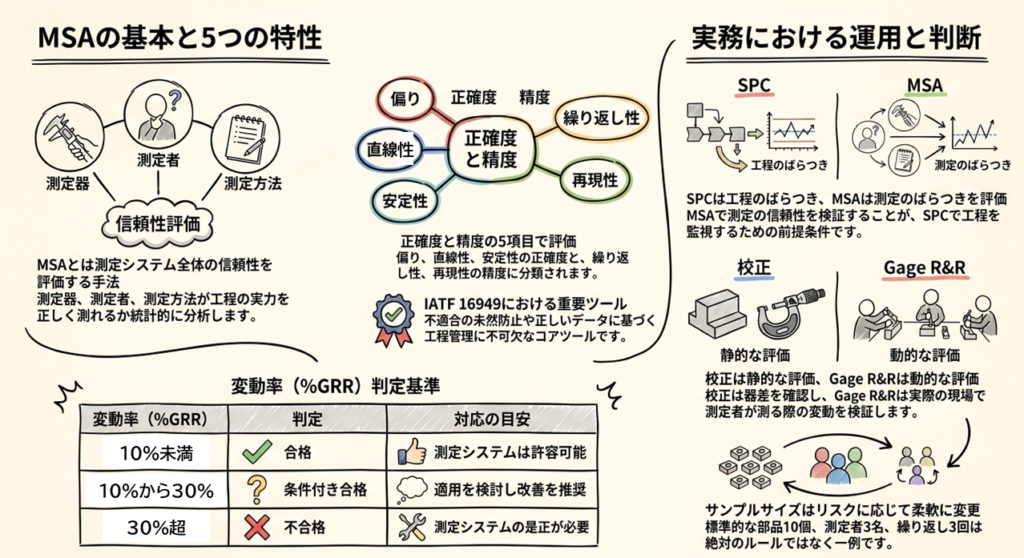
MSAの計量値では、測定データに紛れ込むばらつきの原因を特定し、適切に切り分けるために、測定システムが持つ特性を5つに分類して評価します。これらは、測定値が真の値(もしくは基準値)からどれだけズレているかを見る「正確度:偏り・直線性(線形性とも言う)・安定性」と、データの幅のばらつき具合を見る「精度:繰り返し性・再現性」に大別されます。
正確度:位置のばらつき(偏り・直線性・安定性)
位置のばらつきとは、データの中心がどこにあるかという偏りを評価する特性です。実務において、これらは定期的な校正作業と混同されがちですが、実際の現場環境における動的な変化を捉える点で、静的な校正とは異なります。
校正は、標準室などの安定した環境下で基準器を用いて、測定器単体の器差を特定の周期で確認・調整する静的な評価です。
これに対し、MSAの位置のばらつき(偏り・直線性・安定性)は、実際の現場環境における動的な変化を評価します。
例えば、量産ラインで発生する治具のクランプ圧や測定者の測定による「偏り」、測定範囲全体(動作レンジ)で発生する測定器具の摩耗や歪みによる「直線性」の変化、さらには朝夕の室温変動や経時変化に伴う測定値の緩やかなドリフト(傾向)やシフト(変化)を監視する「安定性」の推移は、静的な校正だけでは評価することができません。
そのため、以下の3つの特性を個別に評価・管理していく必要があります。
- 偏り(Bias):同一の測定者が、同一の部品を同じ測定器で測ったときの、測定値と真の値(もしくは基準値)との差を指します。
- 直線性(Linearity):測定器が対応している測定範囲全体(動作レンジ)にわたって、偏りの大きさが一定であるかどうかを評価します。測定する寸法の大小によって、偏りの度合いが変化しないかを見極めます。
- 安定性(Stability):時間の経過に伴って、測定システムの特性が変化しないかを評価します。長期間の使用による経時変化や、稼働環境の変化による影響を管理図等で継続的に監視します。
精度:幅のばらつき(繰り返し性・再現性)
幅のばらつきとは、測定を繰り返したときにデータがどの程度散らばるかという精度を評価する特性です。実務で最も適用されるゲージR&R(GR&R)の評価対象となります。
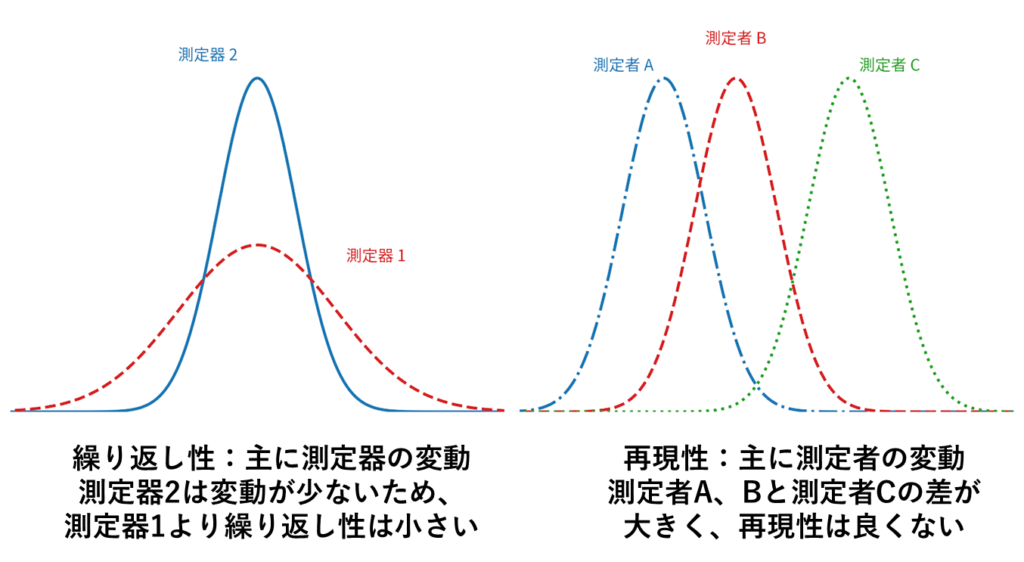
- 繰り返し性(Repeatability):同一の測定者が、同一の部品を、同じ測定器を使って何度も測定したときのデータのばらつきです。測定者による影響を含まない、主に測定器が持つばらつきを評価します。
- 再現性(Reproducibility):異なる測定者が、同一の部品を、同じ測定器を使って測定したときの測定者間のばらつきです。測定手順の標準化不足等、主に測定者間の違いによるばらつきを評価します。
測定システム全体の信頼性を担保するためには、知名度の高いゲージR&R(幅のばらつき)だけでなく、位置のばらつきも含めた5つの特性すべてを正しく理解し、顧客要求などに応じて適切に管理していくアプローチが求められます。
MSA:各特性の具体的な評価方法
1. 偏り(Bias)の評価方法
偏りの具体的な評価手順では、1人の測定者が1つの基準部品を実際の現場環境で繰り返し測定します。一般的に10回から15回以上のデータを取得し、得られた各測定値と真の値(もしくは基準値)の差をそれぞれ算出します。その上で、差の平均値が統計的にゼロから離れているかどうかを、1サンプルのt検定を用いて判定します。
測定値と真の値(基準値)の差を確認するだけでは、そのズレが測定時に発生した偶然のばらつきによるものなのか、システム固有の偏りによるものなのかを区別することが難しい場合があります。
このとき、t検定によってp値や信頼区間を確認し、もし統計的に無視できない偏りがある(有意差がある)と判断された場合は、測定器のゼロ点調整や摩耗の確認、あるいは測定器自体の再校正といった具体的な修正処置へと繋げます。
2. 直線性(Linearity)の評価方法
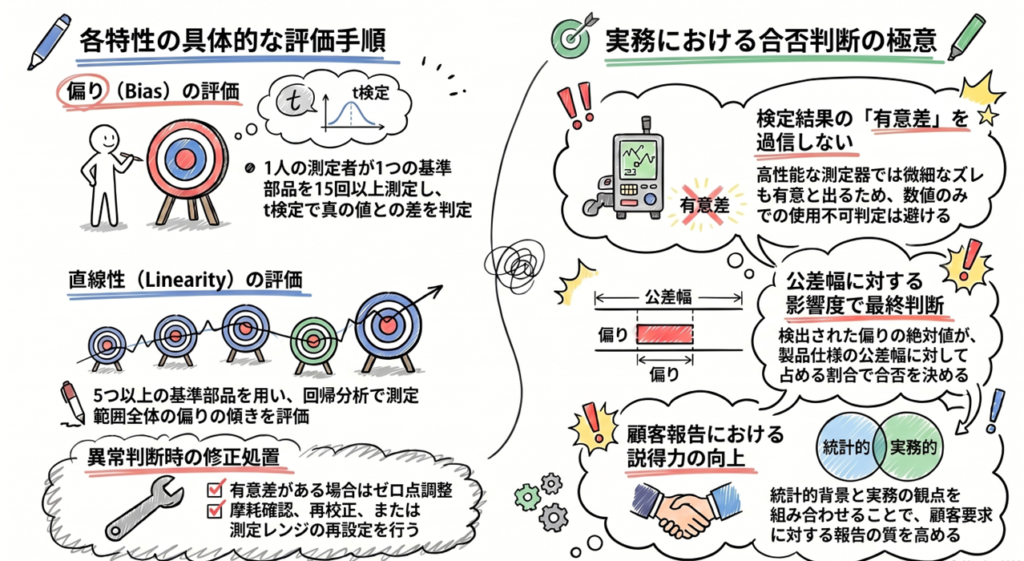
直線性の具体的な評価手順では、測定器の測定範囲全体(動作レンジ)をカバーするように、寸法の異なる複数の基準部品(通常5つ以上)を用意します。
1人の測定者が、それぞれの部品を実際の現場環境で繰り返し測定します。実務においては、前述の偏りの評価と同時にデータを取得することが多く、各測定値と真の値(基準値)の差から部品ごとの偏りを算出します。
そして、得られた各測定レンジの偏りをグラフ上にプロットし、回帰分析を行って傾きを評価します。
もし傾きが統計的にゼロから離れている(有意差がある)と判断された場合は直線性に問題があると判定され、特定の寸法域において測定が上手くいっていないことを示します。この場合は、測定器の摩耗や歪み、測定レンジの再設定といった具体的な処置を行います。
検定結果を過信しない
実際の統計コンサルティング業務の中でも経験したのですが、ここで実務上留意すべきは、t検定や回帰分析の判定(p値が0.05未満など)によって「統計的に無視できない偏りがある(有意差がある)」と出力されたからといって、必ずしもその測定器や測定結果が使用不可になるわけではない、という点です。
データ数が多いと、あるいは測定器の性能が高すぎると、実務上全く問題のない微細なズレであっても、検定上は「有意差あり」と判定されてしまいます。ここで重要なのは、検出された偏りの絶対値が、製品の仕様(公差幅)に対してどの程度の割合を占めているかという実務的な影響度で合否を最終判断することです。
AIAGのMSA参照マニュアルの判定基準や統計結果を単純になぞるのではなく、こういった統計的な背景と実務の観点を理解しているか否かで、顧客要求に対する報告においてもその説得力が段違いに異なります。
3. 安定性(Stability)の評価方法
実務における重要な観点として、これら5つの特性は「まず安定性が確保されていること」が大前提となります。時間の経過とともに測定値がフラフラと変化する(安定性がない)状態では、その後にどれだけ正確度(偏り・直線性)や精度(繰り返し・再現性)を評価しても、そのデータ自体の信頼性が揺らいでしまうからです。
安定性の具体的な評価手順では、1人の測定者が1つの基準部品を、一定の間隔(毎日、あるいはシフトごとなど)を空けて定期的に測定します。通常、1回につき数回の繰り返し測定を一定期間にわたって継続し、蓄積されたデータをXbar-R管理図やXbar-S管理図等の管理図にプロットして評価します。
管理図上にプロットされた点が管理限界の内側にランダムに散らばっており、特定のトレンドやシフトといったパターンの異常を示していなければ、その測定システムは時間経過に対して安定していると判定します。
もし管理限界を逸脱するなどの異常が認められた場合は、測定室の温度変化による熱膨張、測定器具の経時的な劣化や摩耗、あるいは定期点検や校正の頻度の不足といった原因を特定し、対策を講じる必要があります。
4. 繰り返し性(Repeatability)の評価方法
繰り返し性は、測定者による影響を除外した、測定器のばらつきを評価する特性です。実務ではゲージR&R(GR&R)試験として、次に解説する再現性と同時にデータを取得します。
具体的な評価手順では、工程を代表する部品をランダムに10個抽出します。複数の測定者(例:3名)が、10個の部品をそれぞれランダムな順序で複数回(例:3回、計90回)測定します。
分析の際は、この繰り返し性と再現性を合わせた合計ゲージR&Rの割合で評価します。一般的にこの合計が30%を超えている場合は測定システムとして許容不可と判定されます。
もし再現性に比べて繰り返し性の数値が不自然に大きい場合は、測定器のメンテナンス不足、治具の緩み、測定器の分解能不足等が原因です。この場合は、器具の点検や修理、より高精度な測定器への変更といった処置を行います。
5. 再現性(Reproducibility)の評価方法
再現性は、異なる測定者が同じ部品を測ったときの測定者間のばらつきを評価する特性です。前述の繰り返し性と合わせて、ゲージR&R試験として同時にデータを取得します。
標準的な手順では、AIAG(Automotive Industry Action Group:米国自動車工業会)のMSA参照マニュアルの事例に沿って測定者3名、部品10個、繰り返し3回(計90回)で実施されることが多いですが、これはあくまで目安です。
測定者間に大きな測定差が生じる可能性がある場合には、3人より多くの測定者を用意することを検討してください。また、詳しくは後述しますが、部品数が10個のままだと工程のばらつきを正しく見積もれず、ゲージR&Rの判定を誤るリスクがあるため、実務においてはより多くの部品数を用意して試験を行うケースもあります。
分析の結果、測定者間のばらつきが大きい場合は、測定手順の標準化不足や教育訓練の不足が原因です。この場合は、作業標準書の見直しや測定スキルの再教育といった処置を行います。
交互作用を評価する大切さ
ExcelのテンプレートのMSAでは、工程変動の計算式にXbar-R法(平均値-範囲法)を使っている場合がありますが、こちらは測定者と部品の交互作用を計算できないことから、AIAGのMSA参照マニュアルでは、ANOVA法(分散分析法)の使用が望ましいと述べていますので留意してください。
交互作用とは、例えば「部品の特定の測定箇所が狭く奥まった形状をしているため、特定の測定者だけが測定ピンを真っ直ぐ当てられずにばらつく」といった、部品と測定者の組み合わせで起きる特有の変動です。
これを見落としたままゲージR&Rを改善しようとすると、交互作用のばらつきが繰り返し性の中に紛れ込んでしまう可能性があるため、原因が測定器の摩耗(繰り返し性)にあると勘違いし、測定器を修理・交換しても改善しない場合があります。
MSAを実施するメリット
IATF 16949や品質管理において、測定データ自体の信頼性を客観的に評価することは、すべての判断の前提となります。MSAを実施し、測定のばらつきを正しく管理することには以下のメリットがあります。
製品品質の向上につながる
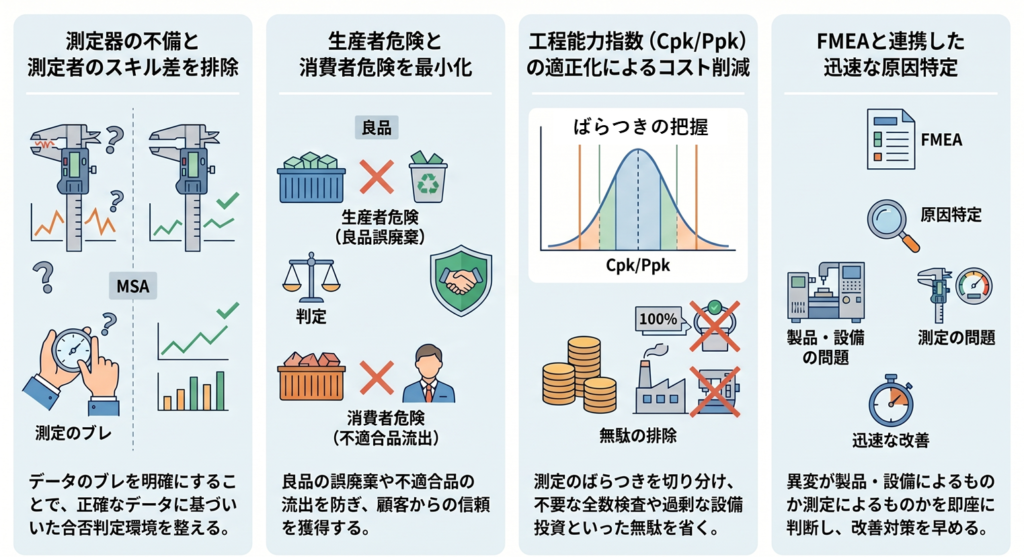
MSAを実施することで、測定器の不備や測定者のスキルの違いによるデータのブレを把握することができます。
これにより、本来は適合品(良品)であるにもかかわらず、不適合品と判定してしまう誤った判断(生産者危険)や、逆に不適合品を見落として後工程や顧客へ流出させてしまうリスク(消費者危険)を最小限に抑えられます。
正確なデータに基づいてプロセスの合否を判定できる環境が整うため、製品品質の安定と顧客からの信頼獲得につながります。
無駄なコストを削減できる
測定システムのばらつきが大きいと、本来は安定している工程であっても、取得したデータは見かけ上、大きくばらついてしまいます。
その結果、工程能力指数(CpkやPpk)が実際よりも低く算出され、不要な全数検査の追加や過剰な手直し、あるいは本来不要な設備投資といった無駄なコストを強いられることになります。
MSAによって測定のばらつきを正しく切り分け、工程本来の実力を証明できれば、これらの過剰な対策コストを未然に削減できます。
製品開発や工程を改善できる
MSAのメリットは、製造工程の正確な現状把握だけではありません。
FMEAやコントロールプランで特定した特殊特性に対して、信頼できる測定データが蓄積されることで、開発時の試作評価から量産への移行、そして工程改善がスムーズになります。
工程で起きた異変の原因が「製品や設備によるもの」なのか「測定によるもの」なのかの切り分けに迷う時間がなくなり、問題の真の特定と改善対策を迅速に行うことが可能になるでしょう。
MSAを実施する上でのデメリットと対応策
測定システムを統計的に評価できるMSAですが、実務に導入する際、運用面での負担が問題になることがあります。発生しやすいデメリットと、それを解消するための現実的な対応策を解説します。
導入コストや手間が発生する
MSAを行うには、評価に用いる部品の準備や、データを集計するための手間が発生します。また、現場の担当者(測定者)に通常業務以外の測定作業を依頼する必要があるため、その負担感から運用のハードルが高くなりがちです。
この問題への対応策としては、社内にあるすべての測定システムに一斉に実施するのではなく、FMEAやコントロールプランで指定された特殊特性や、不具合の流出リスクが高い重要工程の測定器に絞って段階的に適用することです。対象を限定して優先順位をつけることで、現場の手間を最小限に抑えられます。
時間がかかる
代表的なゲージR&R試験を実施する場合、3名の測定者が10個の部品を3回ずつ測定すると、合計90回の測定が必要になります。この測定作業や結果の入力・解析、報告書の作成には相応の時間がかかります。
対応策としては、専用の統計解析ソフトウェアを活用し、データの入力や集計、判定グラフの出力を自動化することです。
Excelのテンプレートは便利ですが、計算式を組む手間や計算結果の正しさを検証する必要があり、さらには測定者や部品が増えた場合に、柔軟な対応ができないというデメリットもあるので、テンプレートへの過信は避けたほうがいいでしょう。
例えば、測定者間に大きな測定差が生じる可能性があるにも関わらず、「自前のテンプレートで計算できないから、測定者は3名に限定する」といったことを実施するのであれば、MSAの本来の目的を見失っています。MSAは時間がかかるのは事実ですが、何のために実施するかということを忘れないようにしてください。
なお、MSAの実施にはどうしても相応の時間がかかりますので、APQP(Advanced Propduct Quality Planning:先行製品品質計画)などの開発計画のスケジュールの中に、MSAの実施時間を組み込んでおくことも必要となるでしょう。
数値の合否判定だけで終わり、本質が理解されていない
MSAの実務における最大のデメリットは、AIAGのMSA参照マニュアルが定める「30%以下」といった許容基準のクリアのみが目的化し、形骸化しやすい点にあります。
Excelや統計ソフトに数値を入力してレポートを作成するだけで満足してしまうと、数値が悪化した際に「何が問題で、どう改善すべきか」という原因分析ができません。
対応策は、出力された数値(%基準変動など)を見るだけで終わらせず、ソフトが出力する複数のグラフ(測定者ごとの偏りを示すグラフや、部品と測定者の交互作用プロットなど)を多角的に観察する習慣を現場に定着させることです。
MSAの結果のスムーズな解釈と、数値の背後にあるデータの振る舞いを読むことができるよう、統計学やMSAの教育も行うことで、問題発生時の的確な改善処置へと繋げることができるでしょう。
MSAを実施する流れ
測定システムの妥当性を客観的に評価するためには、正しい手順に沿って評価を進める必要があります。以下に、MSAの具体的なステップを解説します。
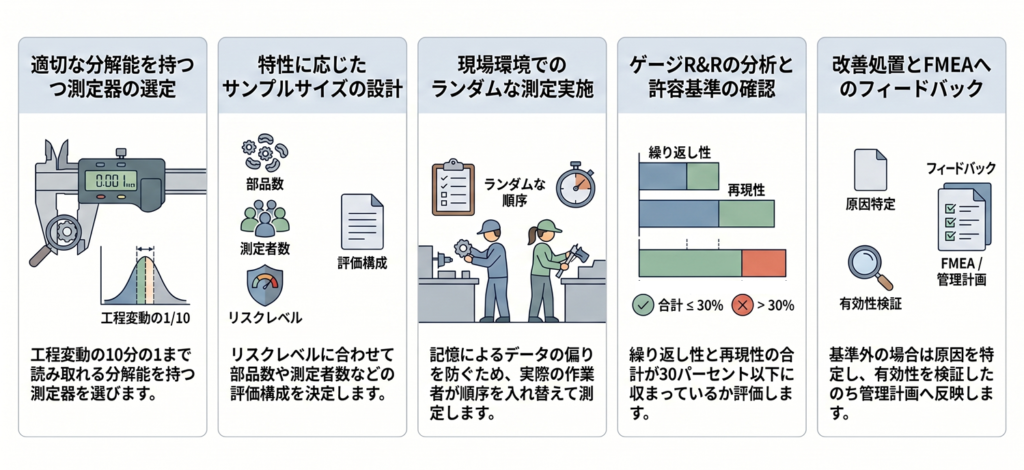
①測定システムを選定する
対象とする品質特性(特にコントロールプランに記載された特殊特性)と、それを測定するための器具や方法を選定します。
このとき、使用する測定器は、工程のばらつき(工程変動)、または製品の公差幅(仕様幅)の少なくとも10分の1まで読み取れる分解能(最小目盛り)を持っている必要があります。適切な分解能を持つ測定器を選ばなければ、測定のばらつきを正しく検出して評価することができません。
②実施計画を立てる
評価する特性に応じて、評価方法(偏り、直線性、安定性、ゲージR&Rなど)を決定します。
例えばゲージR&Rを行う際、典型例として「部品10個、測定者3名、繰り返し3回」の測定がよく用いられますが、これは絶対の決まりではありません。
部品10個の留意点
書籍/ネット上のMSAの解説記事や技術ブログにおいて、ゲージR&Rの条件として「部品10個、測定者3名、繰り返し3回」という数字が決められたルールのように紹介されているケースが多く見受けられます。これは、AIAGのMSA参照マニュアルや統計解析ソフトウェアの事例としてよく使われているから、というのがその理由なのかもしれません。
しかし、何も考えず、部品10個で機械的に試験を行うことには、統計的なリスクが伴います。なぜなら、10個という少ないサンプルサイズでは、量産工程全体で発生する長期的なばらつき(全変動)の幅を正しく代表できない(見積もれない)可能性があるからです。
- %GRRへの影響
たまたま集めた10個の部品の寸法が狭い範囲に固まっていると、計算の分母となる「全変動(TV)」が見かけ上小さく推定されてしまいます。その結果、測定システムの実力(分子)は変わらないにもかかわらず、合計ゲージR&R(%GRR)の数値が大幅に悪化し、本来合格とすべきシステムが不合格と判定されるリスクが生じます。 - ndc(知覚区分数:測定システムが工程のばらつきをいくつに分解して見分けられるかの指標)への影響
MSAの別の指標として使われるndc(合格基準:5以上)は、部品間のばらつき(PV)とゲージのばらつき(GRR)の比率 ndc = 1.41*(PV / GRR)をベースに計算されます。そのため、サンプルの部品間変動(PV)が小さく見積もられると、ndcの値も低下し、顧客への書類提出(PPAP:Production Part Approval Process、生産部品承認プロセス)や監査で不合格とされるリスクが生じます。
このような統計的なブレを抑え、工程全体のばらつきを十分に代表できるだけの精度を担保するために、統計解析ソフトウェア大手のMinitab社が発行するテクニカルレポートでは、工程変動を正しく推定するには15〜35個程度の部品数を用意することが推奨されています。
③測定する
策定した計画に基づき、現場の実際の環境下で測定を行います。
測定者は、普段その業務を担当している人を起用し、いつも通りの方法で測定してもらいます。測定時には、測定順序のランダム化を行います。これは、前回の測定値の記憶や測定の慣れによるデータの偏りが次の測定結果に影響を与えないように配慮するためです。
④データの分析・評価を行う
採取したデータを統計解析ソフトウェアなどに入力して分析します。
ゲージR&Rの場合、繰り返し性と再現性を合わせた合計ゲージR&R(%GRR)の割合が許容基準(30%以下など)に収まっているかを確認します。同時に、測定者ごとの偏りを示すグラフや部品との交互作用プロットなどを確認し、データの背後にある振る舞いまで多角的に評価します。
ゲージR&Rの合否判定
AIAGのMSA参照マニュアルにおいては、合計ゲージR&R(%GRR)を評価する指標として「%基準変動」だけでなく、製品の公差幅(仕様幅)を分母とした「%公差」も提示されています。
対象の測定システムが、規格や公差に対する部品間の変動(製品の合否判定等)を評価する目的で使用される場合は、%公差のほうがより適切です。また、どちらの指標であっても、算出された数値が10%〜30%の範囲にある場合は、測定システムの重要度やコスト等に応じて、顧客の承認を得て合否を判断するという受け入れ基準が定められています。
特に、工程のばらつきが極限まで抑えられた非常に優秀な工程(Cpkが非常に高い工程)においては、%基準変動(工程ばらつきベース)で計算すると、分母が小さすぎるために、合計ゲージR&R(%GRR)の見かけ上の数値が著しく悪化し、不合格と判定するという現象が起こり得ます。
このような場合は、製品の合否判定を正しく行うために%公差(規格ベース)を適用して顧客と合意形成を図るという視点が必要になるでしょう。
また、もう一つのアプローチとして、AIAGのMSA参照マニュアルでも記載されている歴史的工程変動(Historical Standard Deviation)を分母(工程ばらつき)に適用して評価する手法もあります。過去の長期的に安定した変動データを分母に固定することで、たまたま集めたサンプルの偏りや、工程が優秀すぎる(高Cpk)がゆえに分母が極小化してしまう問題を回避し、測定システム本来の実力を客観的に評価することが可能になります。
⑤結果をもとに改善策を立てる
分析結果が許容基準を満たしていない場合は、原因に応じた改善処置を講じます。
改善後は再度MSAを行って有効性を検証し、その結果をFMEAやコントロールプランへと論理的にフィードバックすることが大切になります。
MSAでの改善をFMEAにフィードバックする
ここで実務上、そしてIATF 16949の監査上でも重要となるのが、MSAでの改善内容をFMEAへどう論理的にフィードバックするかという視点です。
教科書的なPFMEAの定義(工程における不良をどう見つけるか)に終始すれば、再現性(測定者間のばらつき)の改善は、単純に「検出管理(DC)の信頼性を高め、検出度(D)のスコアに統計的エビデンスを与える活動」に過ぎないと片付けられがちです。
しかし、検査・測定工程の誤判定をどう防ぐかというプロセス管理の視点、あるいはFMEAとコントロールプランを連携させるシステム論的な視点に立てば、この解釈は進化します。
- 再現性の改善(作業標準化や教育): 測定プロセスのエラーを未然に防ぐという意味において、FMEAにおける予防管理(PC)の強化(標準作業の組み込み)として紐付き、将来的な測定起因のトラブルの発生度(O)の低減に貢献します。
- 繰り返し性の改善(測定器の修理や高精度化): 測定システムの検出能力の向上として、検出管理(DC)の確からしさを保証します。
顧客要求やMSA参照マニュアルの許容基準に合わせるだけでなく、必要に応じてMSAの分析結果をFMEAの予防・検出の双方へ論理的にフィードバックし、コントロールプランへと循環させることが重要となります。
もし、技術的な限界やコストの制約によって合計ゲージR&R(%GRR)を顧客要求の数値内や許容基準以下に抑え込めない場合は、FMEA上のリスク評価(AP:アクション優先度)を見直した上で、
- コントロールプランにおけるサンプリング頻度の暫定的な増加
- 代替測定によるダブルチェックの規定
- 公差より厳しい社内検査規格(ガードバンド)の暫定的な設定
など現実的な対策を織り込むためのインプットとして、MSAの結果が重要な意味を持つでしょう。
関連コラム:FMEA(故障モード影響解析)とは?
よくある質問(FAQ)
MSAを実務で運用・評価するにあたり、代表的な疑問とその答えをQ&A形式でまとめました。
Q. MSAとは何ですか?
A. 測定システム解析(Measurement System Analysis)の略称です。
測定器具や測定者、測定方法などを含む測定システム全体が、工程の実力を正しく測れるだけの信頼性を持っているかを統計的に分析・評価する手法を指します。
IATF 16949においては、不適合の未然防止や正しいデータに基づく工程管理を行うための重要なツール(コアツール)として位置づけられており、AIAGのMSA参照マニュアルをベースとしています。
Q. MSAの5項目(5つの特性)とは何ですか?
A. 計量値においては偏り、直線性、安定性、繰り返し性、再現性の5つです。
これらは、測定値が基準値からどれだけズレているかを見る「正確度(偏り・直線性・安定性)」と、データの散らばり具合を見る「精度(繰り返し性・再現性)」に分類されます。
実務においては、知名度の高いゲージR&R(繰り返し性・再現性)だけでなく、これら5つの特性を評価目的や顧客要求に応じて適切に管理することが求められます。
Q. SPC(統計的工程管理)とMSAの違いは何ですか?
A. 評価の対象が違います。
SPC(管理図や工程能力分析)は、製造工程のばらつきを評価し、工程が安定しているか、品質を満たす実力があるかを監視する手法です。
これに対し、MSAは、それらの工程データを取得している測定作業に伴うばらつきを評価します。工程の実力を正しく測るための前提条件を検証するのがMSAです。
Q. MSA(ゲージR&R)の測定回数やサンプルサイズは決まっていますか?
A. 書籍/ブログ/マニュアル等に記載されている「部品10個、測定者3名、繰り返し3回(計90回)」は一例であり、絶対のルールではありません。
これらは標準的な事例としてよく使われますが、統計的な観点から、より高い精度で工程変動を推定したい場合には部品数を15〜35個に増やすなど、現場のリスクや特性の性質に応じてサンプルサイズを適切に変更することが推奨されます。
Q. 定期的な校正(キャリブレーション)を行っていれば、ゲージR&Rは実施しなくてもよいですか?
A. いいえ、校正を行っていてもゲージR&Rの実施は必要です。
校正は、標準室などの安定した環境下で基準器を用いて、測定器単体のズレ(偏り)を確認・調整する静的な評価です。これに対し、ゲージR&Rは、実際の製造現場で、実際の測定者が量産部品を測定したときのばらつき(繰り返し性・再現性)を検証する動的な評価です。
校正によって測定器のゼロ点が正確に合っていても、測定者ごとの測定手順のバラつきや、現場の環境変化によるデータの変動(精度不足)は校正だけでは見抜けません。
IATF 16949のコアツールとして測定システム全体の妥当性を証明するためには、校正による正確度の確保と、MSAによる評価の双方が必要となります。
まとめ|MSAではツールを活用して、製品の品質向上を目指そう
MSA(測定システム解析)は、「30%以下」といった基準の合否判定をするだけのツールではなく、SPCの管理図や工程能力分析によって製造工程の実力を正しく評価し、不適合の未然防止を機能させるための前提となる活動です。
実務においては、MSAの数値を算出してレポートを保管するだけで終わらせず、各種グラフなどを多角的に観察して測定システムの課題を特定し、FMEAやコントロールプランの更新へフィードバックする仕組みを維持することが重要です。
こうしたMSAの解析結果とその考察を活かして、FMEAの設計意図や工程情報と論理的に紐付けて製品の品質を向上し、組織の知的資産として集約することで、付加価値の高い品質マネジメントシステムを構築することができます。
参考文献
- MSA参照マニュアル 第4版
- IATF 16949のための統計的品質管理、内田治[編著]
FMEAを組織の品質ナレッジへ
構造計画研究所は、設計・製造の情報連携を基盤とした品質のデジタルアセット形成、FMEAや統計的品質管理などをトータルに、最適なソフトウェア・ツールとともにご支援。
IATF 16949をはじめとした様々な国際規格で要求されるグローバル基準の不具合未然防止と継続的改善を目指すお客様をサポートしております。
グローバルレベルの品質マネジメントシステム「e1ns(アインス)」の詳細を見る
著者紹介
[S.Y]
株式会社構造計画研究所 品質安全デザイン室
著書:『IATF 16949のための統計的品質管理』(日科学技連出版社)他。
IATF 16949認証取得のための運用支援や、FMEA、統計的品質管理のコンサルティング・教育に従事。
現場のデータ活用とQMS(品質マネジメントシステム)のDX化を専門とする。